Zavarivanje: oznaka, GOST
Mala gradnja nije potpuna bez uporabe zavarivanja, koristi se u izgradnji raznih vrsta zgrada i objekata, u rasponu od ureda i završava se kućama, neboderima. Uz njegovu pomoć, nekoliko se komponenti spaja u jednu. Pri tome se formira zavarivanje. Ona osigurava pouzdanost i trajnost. Šav može dugo trajati ako ga mehanička sila ne ošteti.
Opće informacije
Zavarivanje može povezati različite metalne dijelove, izrađene ne samo od homogenog materijala, već i od legura. Međutim, za izvođenje ovog postupka potrebno je odabrati specifičnu tehnologiju zavarivanja i potrošni materijal.  Radnik koji će spojiti dijelove mora imati visoku stručnu spremu i radno iskustvo. Uzima u obzir osobitosti metala i povezuje ga na takav način da se pri nanošenju opterećenja ne sruši.
Radnik koji će spojiti dijelove mora imati visoku stručnu spremu i radno iskustvo. Uzima u obzir osobitosti metala i povezuje ga na takav način da se pri nanošenju opterećenja ne sruši.
Označavanje slovima
Označavanje zavarenih spojeva, kao i njihove vrste i mjesta uporabe navedeni su u regulatornoj dokumentaciji. Ove se informacije koriste za različite tehničke dokumentacije. Navedeno je u posebnim nastavnim pomagalima, koja se koriste u osposobljavanju zavarivača ili poboljšanju njihovih vještina. Opis zavara GOST 5264-80 je glavni vodič. To znači da se iz nje uzimaju sve informacije za tutorijale.
Tip veze možete odrediti bez pregledavanja dokumentacije. Označavanje zavarenih spojeva na crtežima bilo gdje u građevinskoj konstrukciji provodi se pomoću oznake slova. Dakle, razlikovati takve vrste zavara notnom zapisu:
- "C" - stražnjica;
- "H" - preklapanje;
- "T" - tavrovoe;
- "U" - kutni.
Vrste uboda
Zavarivanje je klasificirano prema nekoliko kriterija. Dakle, po obliku konačnog presjeka dijelimo:
- Vratni spojevi - kada se spajaju metalni dijelovi moraju biti u istoj ravnini;
- kutni proizvodi moraju biti pod određenim kutom jedan prema drugome;
- s prorezima - kada zavarivanje metalnih dijelova pada jedan na drugi. U tom slučaju gornji proizvod se potpuno topi, a donji djelomično.
Sljedeći pokazatelj je konfiguracija. Zavarivanja (GOST 5264-80) mogu biti ravna, zakrivljena i prstenasta.
Zavarivanje se može obaviti na nekoliko načina. Važno je spomenuti primjenu kontinuiranog šava ili isprekidanog. U prvom slučaju, zavar može imati duljinu od 300 mm ili više. Druga mogućnost se izvodi u ekstremnim slučajevima, budući da su šavovi napravljeni u šahovnici.  Veza također ovisi o tehnologiji operacije. Zavarivanje se izvodi s dodatnim plinom ili bez njega.
Veza također ovisi o tehnologiji operacije. Zavarivanje se izvodi s dodatnim plinom ili bez njega.
Kod izvođenja građevinskih radova šav se može izvesti različit broj puta. To jest, može biti jednostruko i višeslojno. To je učinjeno kako bi se ojačala veza i povećale njegove karakteristike čvrstoće. Pri tome se na spoju može stvoriti dodatna fuzija. Prema ovom pokazatelju, šavovi su klasificirani kao normalni, ojačani i oslabljeni.
Takvi spojevi u pravilu nisu odvojeni. Mogu se izvoditi na različite načine i kombinirati nekoliko vrsta rada. To ovisi o kvalificiranosti zavarivača, kao io kvaliteti potrošnog materijala.
Značajke povezivanja
Kvaliteta zavara ovisi o odabranoj tehnologiji izvedbe, kao io kvaliteti rada radnika. Metalni dijelovi su spojeni jedan s drugim u procesu taljenja. Kada se koristi elektrolučno zavarivanje, oni se trebaju nalaziti u istoj ravnini.
 Takvi dijelovi mogu imati različite oblike i stanje ruba. Potonji se obrađuje ovisno o debljini elemenata. Pri spajanju proizvoda različite debljine potrebno je postaviti veliki list na manji. U ovom slučaju, šav će biti pouzdan.
Takvi dijelovi mogu imati različite oblike i stanje ruba. Potonji se obrađuje ovisno o debljini elemenata. Pri spajanju proizvoda različite debljine potrebno je postaviti veliki list na manji. U ovom slučaju, šav će biti pouzdan.
U skladu s tim svojstvima prema vrsti rubova, zavareni spojevi su:
- s kosim rubom (debljina šava treba biti 5 mm);
- s krivocrtno;
- Oblik u obliku slova U. Debljina šava treba biti od 20 do 60 mm;
- rub s X-oblika (debljina šava treba biti od 12 do 40 mm).
Karakteristike veze
Jedno od glavnih pozitivnih svojstava zavarenih spojeva je niski napon. To znači da nisu podvrgnuti savijanju i uništavanju. Zato se ova vrsta spoja često koristi. Osim toga, proces troši minimalnu količinu metala. Za kvalitetno zavarivanje morate pažljivo provesti pripremnu fazu. Razmotrimo detaljno karakteristike spojeva različitih tipova.
Da bi se dobio T-spoj, potrebno je pričvrstiti dva dijela, koji će biti postavljeni jedan u odnosu na drugi okomito. Označavanje zavara na crtežima ovog tipa predstavljeno je slovom T.
Zavari se mogu nalaziti ne samo s jedne strane, nego i s druge strane.
Sve ovisi o tome gdje će se primjenjivati i koji su joj zahtjevi nametnuti. Ovaj tip se koristi za konstruiranje različitih stupaca i okvira.
Ako na određenom mjestu neće biti značajnih opterećenja, primijenite kutni pogled na vezu. Najčešće se koristi u proizvodnji raznih spremnika. U tom slučaju mora biti ispunjen sljedeći zahtjev: da konstrukcija traje duže, debljina metala ne smije biti veća od 3 mm. Za izradu takvog spoja, jedan dio se nanosi pod određenim kutom na drugi i zavaruje s obje strane.  To je učinjeno kako bi se osiguralo da vlaga ne padne i uništi strukturu. Zavar na crtežu označen je slovom U.
To je učinjeno kako bi se osiguralo da vlaga ne padne i uništi strukturu. Zavar na crtežu označen je slovom U.
Posljednji tip veze se preklapa, gdje su dijelovi pričvršćeni okomito jedan na drugoga. Na strani konstrukcije formira se šav. Osim ovog postupka, potrebno je osigurati vezu spajanjem. To troši značajnu količinu metala. U tom slučaju debljina konstrukcije ne bi trebala prelaziti 12 cm, a da se ne bi zadržala vlaga unutar proizvoda, metal je zavaren na obje strane. Označavanje zavarenih spojeva ove vrste naznačeno je na crtežima slovom "H".
U izradi bilo kojeg šava metodom točkovnog zavarivanja. Iznimka je slučaj kada je potrebno zavarivanje. Onda je šav okrugli.
Dodatni pokazatelji
Elektrolučno zavarivanje može se izvesti na dva načina: ručno i mehanizirano. Sve ovisi o debljini metala. Ručnom metodom, zavariti elemente debljine ne veće od 4 mm, te mehaničkom metodom - 18 mm. Detalji velike debljine mogu se obraditi ručno. No, potrebno je dalje obraditi rub.
Između dvaju zavarenih elemenata, kao i odstupanja dijelova pod određenim kutom, mogu se stvoriti razmaci, tj. Formira se kut kosine i utora. Za izvođenje visokokvalitetnog šava, morate točno odrediti kut nagiba. Ovaj pokazatelj ukazuje na dostupnost luka. Ovisno o vrsti veze, pokazatelji ovog kuta su u rasponu od 20 do 60 stupnjeva, uključujući i minimalnu pogrešku.
izgaranje
U procesu zavarivanja mogu nastati opekline. Glavni razlog je neiskorišćeni rub. Zavarivanje nije moguće ako je razmak između dva metalna dijela prevelik.
Da biste odabrali način izrade šava, morate odlučiti o materijalu, kao io stupnju složenosti. Kod gradnje se izrađuje svaka građevinska dokumentacija. Treba uključiti i podatke o materijalnim troškovima obrade metalnih dijelova. Oznake zavara naznačene su na odgovarajućim crtežima. Oni se mogu vidjeti na slici ispod. 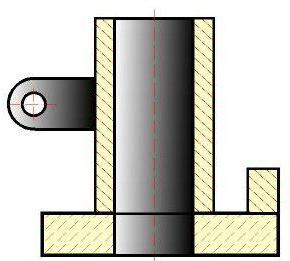
Kao što se može vidjeti, boja detalja je bitno drugačija, a debljina šava (zgloba) sama je pola debljine ostalih.
Pregled zavarivanja
Njihova kvaliteta može se kontrolirati na mnogo načina i načina. Dakle, primjenjuju se sljedeće metode:
- mehanički;
- kemijski;
- fizički;
- vanjski pregled.
Najčešći je vanjski pregled gotovog spoja. To je najjednostavniji i najisplativiji način koji ne zahtijeva materijalne troškove. Svaki zavar prolazi vanjski pregled bez obzira na daljnje operacije. Ali možete obaviti i druge provjere. Uz pomoć vanjskog pregleda određuju se i mnogi vidljivi nedostaci koji su nastali tijekom rada. Zahvaljujući njemu nailazimo na razne neprovare i priljeve. 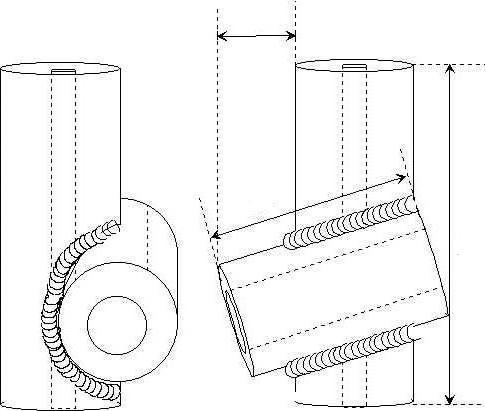 Vizualno su gotovo nevidljivi. Da biste ih odredili, morate koristiti posebno povećalo koje povećava površinu deset puta.
Vizualno su gotovo nevidljivi. Da biste ih odredili, morate koristiti posebno povećalo koje povećava površinu deset puta.
Tijekom ove operacije utvrđuju se ne samo vidljivi nedostaci, nego i provjera i mjerenje unaprijed pripremljenih rubova. U masovnoj proizvodnji zavarenih spojeva razvijeni su posebni predlošci. Oni vam omogućuju mjerenje šava u kratkom vremenskom razdoblju. Preostale metode zahtijevaju financijska ulaganja za pojedine tvari i opremu.
zaključak
Tako smo otkrili što je vara. Zahtjevi za njega su prilično visoki, jer je on odgovoran za pouzdanu vezu metalnih konstrukcija.