Praškasta žica za poluautomatsko: značajke primjene, svojstva, cijena
Moderni postupci zavarivanja provode se s različitim opcijama. Najveća popularnost dobila su elektrolučno zavarivanje (MMA) i poluautomatsko zavarivanje (MIG / MAG) u zaštitnom okruženju nastalom inertnim plinovima.
Usprkos praktičnosti rada kao poluautomatska, ova metoda ima nedovoljnu pokretljivost. Ogroman plinski cilindar vezuje se za stalno mjesto rada. Korištenje punjene žice za poluautomatske uređaje pomoći će u rješavanju ovog problema.
Rad s poluautomatskim uređajem
Poluautomatski aparati za zavarivanje odavno su prestali biti tehnička novost. Preselili su se iz profesionalnog okruženja u dom. Popularnost MIG i MAG uređaja posljedica je činjenice da su zahtjevi za vještine zavarivača minimalni za rad s njima. Znajući ispravne postavke trenutne snage i brzine dodavanja žice, lako je dobiti kvalitetnu vezu.
Polu-profesionalni uređaji su jeftini u usporedbi s profesionalnim i dostupni za one koji žele popraviti rukom. No, tu je nedostatak koji smanjuje korištenje tih uređaja - teški plinski cilindar.

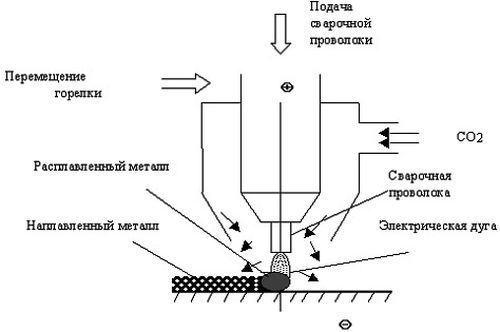
Postupak zavarivanja odvija se u zaštitnom okruženju. Koristi inertne plinove: argon, helij, ugljični dioksid. Njihov izbor ovisnosti o spojenim metalima. Najčešće su zavareni čelični čelici. Za njih se koristi ugljični dioksid. Pumpa se pod tlakom od 55 atm. u balonu težine preko 60 kg. Stoga, ova vrsta zavarivanja ima nekoliko nedostataka:
- Potreba za periodičnim punjenjem cilindara. Benzinske postaje se ne nalaze u svakom selu.
- Niska pokretljivost. Za transport plinskih cilindara potrebna je konstrukcija posebnog uređaja.
- Svakih nekoliko godina potrebno je ponovno ispitivanje cilindra, što uzrokuje vremenske i financijske troškove.
Moguće je zavarivanje žicom bez ugljičnog dioksida, ali kvaliteta veze će biti vrlo niska. Prilikom rada na niskim strujama, žica će se zalijepiti za površinu, jer će luk zavarivanja biti nestabilan. Pri visokim strujama, zavarivanje će poprskati, a šav će biti porozan.
Otkriva se izlaz: da se u poluautomatskom uređaju stavi prašak za prašinu unutar žice za zavarivanje, koja će, topljenjem, stvoriti zaštitnu okolinu. Takva se žica po svojim vanjskim parametrima ne razlikuje od uobičajene i pogodna je za rad s mehanizmom za izvlačenje aparata.

Prednosti žice za punjenje
Kada trebam prebaciti na zavarivanje žicom punjenom fluksom za poluautomatski stroj? Uz male količine rada, kao i ako se uređaj povremeno koristi, nema potrebe za kupnjom plinske boce. Zaštitni sastav fluksa uspješno će zamijeniti ugljični dioksid. Nepostojanje plinske opreme omogućit će uporabu MIG i MAG uređaja na svim poslovima gdje se, s obzirom na njegovu mobilnost, ranije koristili MMA inverteri.

Zavarivanje poluautomatskom žicom za prašinu pruža sljedeće prednosti:
- Nedostatak dodatne opreme: crijeva, mjenjači, cilindri. Sve to ograničava slobodu djelovanja zavarivača.
- Korištenje posebnih tokova koji omogućuju stvaranje žice za zavarivanje strukturnih, legiranih čelika, kao i lijevanog željeza.
- Veće performanse u odnosu na elektrolučno zavarivanje.
mane
U početku su MIG i MAG uređaji stvoreni da rade zajedno s plinskom opremom. Žica za poluautomatsku mašinu pojavila se kasnije. Vrijeme za izradu tehnologije bilo je manje, tako da ima nekoliko nedostataka:
- Krhkost materijala. Žica je duga cijev s tankim stijenkama napunjena fluksom i smotana u zavojnicu. Stoga je pri radu s njim potrebno izbjegavati manipulacije s zavojem čahure za zavarivanje.
- Prisutnost troske na površini vara.
- Vara za varenje nije vidljiva tijekom rada zbog sloja rastaljenog fluksa. Teže je kontrolirati kvalitetu veze.
- Teško je zavariti dijelove debljine manje od 1,5 mm.
- Veći trošak. Cijena punjene žice za poluautomatski stroj je više od 3 puta veća od cijene redovite i počinje od 700 rubalja. Ako uzmemo u obzir da je potrošnja punjene žice veća, onda je ekonomska korist na strani tradicionalnih materijala.
- Načini zavarivanja (jakost struje, brzina punjenja, polaritet) ovise o vrsti fluksa u žici.
Oblik i sastav žice
Da bi poluautomatska punjena žica izdržala opterećenje mehanizma za punjenje, njegov poprečni presjek ima nekoliko tipova:
- jednostavan krug;
- s zavojima iznutra;
- višeslojno.
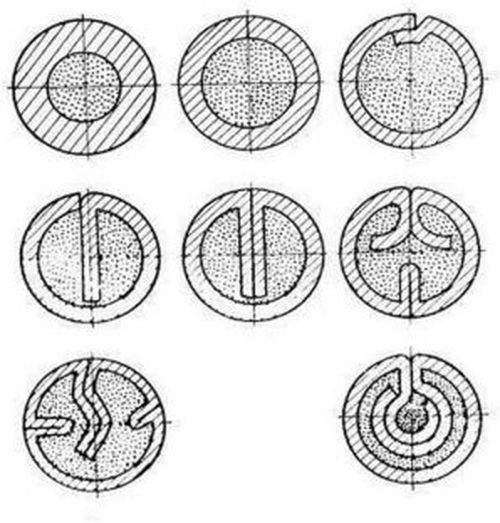
Unutarnja šupljina ispunjena je fluksom koji se sastoji od nekoliko tvari:
- Komponente za formiranje šljake. Kada se istopi, oni tvore tekući zaštitni medij, štiteći zavarenu površinu od ulaska kisika u nju. Izrađene su od drobljene krede, manganove rude, kvarcnog pijeska.
- Aditivi od legura Ovisno o tome koji je materijal žica namijenjena zavarivanju, dodaju se kobalt, krom, mangan i molibden.
- Rutil. Minerali koji sadrže titan. Ne koristi se svugdje. Samo u žici namijenjenoj za zavarivanje čelika silicij-mangan, niskolegiranih i čvrstih čelika.
- Komponente za stabilizaciju luka.
Kako provjeriti kvalitetu žice
Za poluautomatski uređaj bez plina, punjena žica mora ispunjavati sljedeće zahtjeve:
- Mogućnost zavarivanja u bilo kojem prostornom položaju bez kapanja šljake.
- Visokokvalitetan šav s minimalnom poroznošću. Nedostatak pukotina i nedostatak penetracije.
- Stabilno paljenje električnog luka bez prskanja rastaljenog metala.
- Jednostavno razdvajanje troske nakon hlađenja vara.
Pridržavanje tih zahtjeva utvrđeno je u procesu. Postoje dodatne metode kontrole kakvoće koje se mogu provjeriti u laboratoriju: rendgensko ispitivanje vara, kao i ispitivanje vlačne čvrstoće.
Radite s poluautomatskim
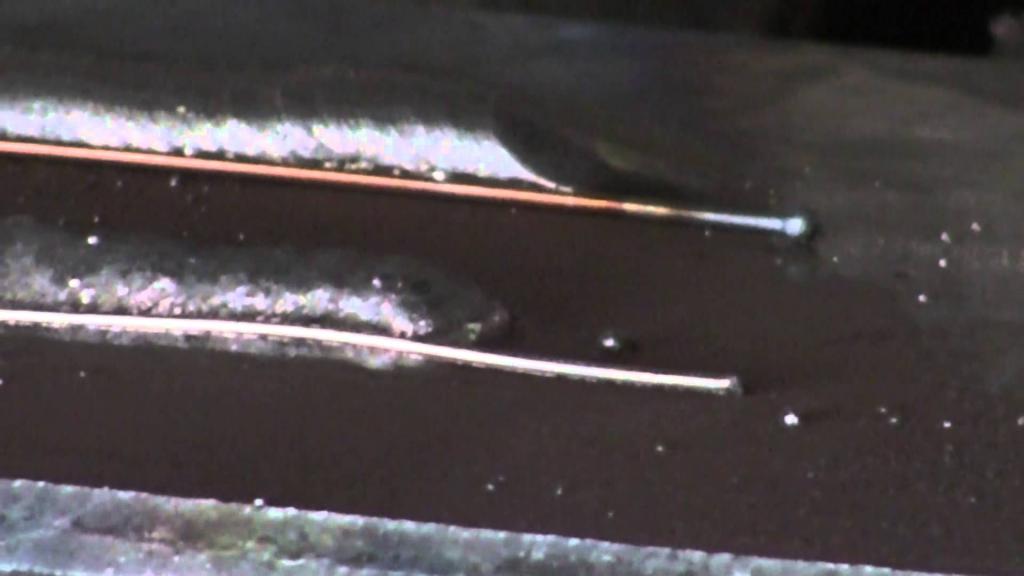
Jednostavnije je kuhati poluautomatski uređaj u okolišu ugljičnog dioksida, nego praškastu žicu. Druga mogućnost podsjeća na zavarivanje elektrodama u premazu. Ovdje također trebate vizualno pratiti rastaljenu trosku i metal te ih moći razlikovati jedan od drugoga. Osim toga, moramo obratiti pozornost na šljake nije ići izvan granica luka. Inače će se proširiti ispred mlaznice uređaja i spriječiti ključanje baze.
Usprkos činjenici da žica punjena punjenjem ima profil koji ga jača, još je uvijek manje izdržljiv od čelične bakrene žice. Stoga ga treba koristiti u aparatima za zavarivanje s mogućnošću podešavanja sile prešanja valjka za ulaganje. Osim toga, posebni valjci s utorom za ovaj potrošni materijal su uključeni u poluautomat.
Kako dobiti kvalitetan šav
Promjer standardne punjene žice za poluautomatsko 0,8 mm. Za njegovu uporabu u okomitom i nadzemnom položaju potrebne su više kvalifikacije nego kod zavarivanja ugljičnim dioksidom. To je zbog činjenice da za taljenje fluksa treba višu temperaturu, odnosno metal u zavaru stječe veću fluidnost i tendenciju curenja iz varene kupke. Osim toga, rastopljeni tok teče prema dolje. Stoga stropni i okomiti šavovi mogu imati pore i nepotpunu penetraciju.
Prilikom rada s fluksnom žicom dolazi do jakog prskanja. Tako da vrh pištolja za zavarivanje nije stalno začepljen šljakom i rastaljenim metalom, mora se povremeno tretirati silikonskim sprejom.
Početnicima je teško napraviti lijepi glatki šav. Da biste olakšali rad, morate promijeniti polaritet obrnutog pravca. To jest, držaču za zavarivanje, dati minus, a plus masi. Na modernim poluautomatskim uređajima nalazi se terminal s žicom koji vam omogućuje ručno mijenjanje polariteta.
nalazi
U zaključku, možemo reći da je glavni nedostatak ovog potrošnog materijala cijena. Žica punjena punjenjem za poluautomatski bez plina je dobra gdje je potrebna pokretljivost ili dodavanje posebnih svojstava zavarivanju. No, ako su obim rada veliki, onda je uporaba žice obložene bakrom u ugljičnom dioksidu izvan konkurencije.