Površinsko otvrdnjavanje: metode i tehnologije. Stvrdnjavanje metala
Toplinska obrada čelika Izrađuje se radi poboljšanja njegovih svojstava (tvrdoća, čvrstoća, otpornost na trošenje). Glavni zahtjevi za kvalitetom uglavnom se nameću na vanjski sloj proizvoda koji je najviše izložen vanjskim opterećenjima.
Potreba za površinskim kaljenjem i kaljenjem
Površinsko očvršćavanje dijelova se radi kako bi se postigle najbolje karakteristike vanjskog sloja, dok u srži metal ostaje viskozan i duktilan. Tako je moguće promijeniti fizička i mehanička svojstva metala. 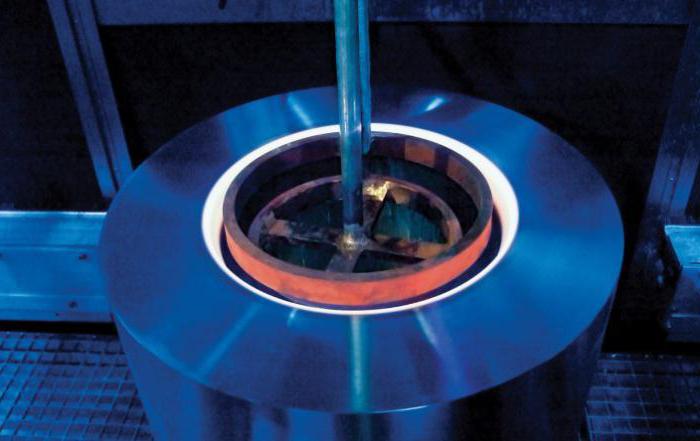
Da bi se smanjila lomljivost i zaostala naprezanja, metal se zatim podvrgava kaljenju, nakon čega se njegova tvrdoća blago smanjuje i njegova svojstva postaju stabilnija.
Temperatura gašenja čelične površine je 820-900 ° C. Može se razlikovati po boji. 
Za postizanje potrebne dubine toplinske obrade nakon brzog zagrijavanja površine dijela hlađen zrakom ili vode.
Plamensko otvrdnjavanje
Temperature povezane s grijanjem i hlađenjem mogu biti kontinuirane ili ciklične. Površinsko kaljenje se izvodi na četiri načina.
- Grijanje s hlađenjem dijela područja: stvrdnjavanje zubaca kotača, krajeva tračnica, ventila itd
- Stvrdnjavanje malih rotirajućih tijela s malom širinom površine koja se obrađuje: osovinske igle i osovine.
- Kontinuirano-sekvencijalni način: kretanje po površini plamena, a iza njega - hladnjak. Proizvedeno je sekvencijalno grijanje i hlađenje mlazova vode uskim područjima. Slično tome, površine dijelova velikog promjera su očvrsnute sporom rotacijom u odnosu na fiksne plamenike i mlaznice. Na rubovima traka ostaju zone s sekundarnim grijanjem iz susjednih područja.
- Kombinirana metoda: kretanje uz generator plamena mlazova, a iza njih - medij za hlađenje tijekom rotacije cilindričnog dijela. Tehnologija se koristi za gašenje dugih proizvoda. Metoda osigurava homogeni čvrsti sloj na površini dijela.
Tehnologija za plinsko kaljenje
Površinsko kaljenje provodi se na strojevima, gdje se procesi pomicanja grijaćih i rashladnih uređaja i dijelova mehaniziraju. Proces se široko koristi u industriji. Za to su potrebni jednostavni uređaji. Kao izvor energije koristi se mješavina acetilena s kisikom, prirodnim plinom ili kerozinom. Ponekad je zagrijavanje plamenom povoljnije za korištenje od HDTV-a. To se posebno odnosi na proizvode velikih veličina za koje je teško proizvesti induktore. Metoda se često koristi u maloj proizvodnji, kada zahtjevi za kvalitetom nisu visoki. Gorionici za stvrdnjavanje tipa ubrizgavanja sadrže zamjenjive vrhove za kontrolu snage plamena. Usnici su izrađeni u skladu s profilom obratka. Izrađuju se s velikim brojem mlaznica ili proreza. Mlazne prskalice opskrbljuju vodom za hlađenje.
Mehanizmi za pokretne alate i dijelove su specijalizirani ili univerzalni. Poduzeća ih često samostalno izrađuju na temelju strojeva za obradu metala.
Stvrdnjavanje metala ovisi o sastavu, kao io veličini i obliku proizvoda.
Parametri procesa
Podesivi parametri su sljedeći.
- Snaga grijanja To ovisi o potrošnji acetilena i brzini kretanja plamena u odnosu na proizvod.
- Udaljenost od središta gorionika do grijane površine održava se na razini od 2 do 3 mm.
- Trajanje grijanja ili brzina kretanja grijača. Iz ovih svojstava, koja su eksperimentalno odabrana, ovisi dubina gašenja i tvrdoća površine.
- Kao hladnjak se uglavnom koristi voda temperature 18-35 ° C, a brzina protoka je oko 1 l / cm 2 .
- Vrijeme između grijanja i hlađenja (5-10 sekundi) ili udaljenost između zona grijanja s hlađenjem (12-25 mm).
Tehnologija kaljenja čelika obuhvaća procese zagrijavanja metala, izlaganje za izjednačavanje temperature s prolaskom potrebnih strukturnih transformacija i hlađenje pri zadanoj brzini. Značajka površinskog kaljenja je brzo zagrijavanje.
Priprema dijelova prije stvrdnjavanja sastoji se u zaglađivanju oštrih kutova i čišćenju na razne načine: pjeskarenje, kemijska, ručna četkica.
Površinsko otvrdnjavanje s ispravnim načinom rada osigurava povećanje trajnosti dijelova za 2-5 puta. Izbor načina hlađenja omogućuje glatko povećanje tvrdoće očvrslog sloja na 700 HB. Proces bi trebao biti brz. U završnoj fazi, kada je temperatura 200-300 ° C, brzina hlađenja se usporava. Kao rezultat, smanjuje se stvaranje pukotina i proizvodi se ne iskrivljuju.
Kada se legirani čelik pregrije, tvrdoća se može smanjiti, što se smatra defektom. Također ne postoji mogućnost preciznog podešavanja debljine očvrslog sloja. Osim toga, pri radu s plinom potrebne su dodatne mjere kako bi se osigurali sigurni radni uvjeti.

Gašenje struje visoke frekvencije (HDTV)
Visokofrekventno grijanje jedan je od najučinkovitijih načina za učvršćivanje površine. Korištenje HDTV na 10 tisuća kHz značajno smanjuje vrijeme toplinske obrade. Struja visoke frekvencije prolazi kroz vodeno hlađeni bakarni induktor. Rezultirajuće elektromagnetsko polje prodire u dio čelika, tvoreći vrtložne struje u njemu, uzrokujući time toplinu. Glavna energija je koncentrirana u površinskim slojevima. Dubina grijanja ovisi o magnetskoj propusnosti čelika, električnom otporu i frekvenciji struje. Podešavanjem ovih parametara možete promijeniti veličinu očvrslog sloja.
Prednosti metode indukcije
- visoke performanse i učinkovitost grijanja kada je potrebno zagrijati samo određene dijelove dijelova;
- površina dijela je blago oksidirana, nema dekarburiranja;
- proizvodi se malo deformiraju, stvaraju se manje pukotine;
- precizno je regulirana dubina stvrdnjavanja;
- mogućnost automatizacije procesa.
Nedostaci metode gašenja za HDTV su visoki troškovi i složenost izrade indukcijskih uređaja.
Bakarni induktori su proizvedeni sa ili bez tuša. 
Sljedeće vrste površinskog kaljenja.
- Istovremeno. Nakon zagrijavanja, dio se hladi vodom. Stvrdnuti dio se zagrijava unutar induktora. Nakon određenog vremena, električna struja se isključuje i voda se kroz otvore grijača dovodi jakim mlazom radi hlađenja proizvoda. Za otvrdnjavanje zupčanici koriste se prstenasti induktori, a za ravne dijelove - petlja ili cik-cak.
- Kontinuirani niz. Indukcija grijanja kreće se duž stacionarnog dijela, a nakon toga slijedi tuš.
Grijanje HDTV omogućuje stvaranje automatiziranih jedinica u tijeku obrade trgovina. Zbog toga nema potrebe za transportom dijelova u termalne radionice.
Ostali načini površinskog očvršćavanja čelika
- Očvršćivanje elektrolita. Ako kroz vodenu otopinu elektrolita prođe električna struja, gdje je katoda dio koji se brzo zagrijava. Metoda je prikladna, jer nakon nestanka struje dio se odmah gasi. Elektrolitska kupka istovremeno obavlja funkcije peći za zagrijavanje i posude za gašenje.
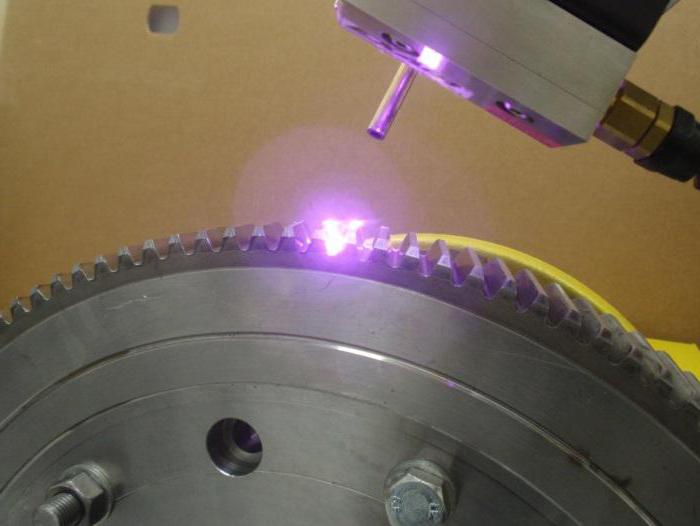
- Lasersko otvrdnjavanje. Lasersko zračenje zagrijava metalnu površinu na visoku temperaturu. Debljina stvrdnjavanja je manja od 1 mm. Otpornost na habanje dijelova od lijevanog željeza povećava se nekoliko puta, a granica izdržljivosti čelika je do 80%. Metoda se često koristi za učvršćivanje reznih rubova alata.
Kaljenje nakon gašenja
Kaljenje i kaljenje su 2 procesa koji se međusobno nadopunjuju i pružaju kvalitetne dijelove. Svrha kaljenja je završna operacija nakon gašenja, koja čini konačna, stabilnija svojstva metala, osiguravajući uklanjanje unutarnjih naprezanja. Proizvod od čelika određene marke zagrijava se i održava na odgovarajućoj temperaturi, nakon čega se hladi na zraku.
- Nisko temperiranje na 120-250 0 S - alati za obradu i drugi dijelovi. Metal ima stabilnu strukturu, visoku otpornost na trošenje i tvrdoću.
- Srednja temperatura pri 350-500 0 S - za matrice, opruge, opruge. Struktura ima dobru duktilnost, visoku elastičnost.
- Visoka temperatura pri 500-680 0 S - srednje ugljični konstrukcijski čelici. Pruža visoku čvrstoću, žilavost, duktilnost.
zaključak
Kaljenje i popuštanje metala zahtijeva strogu primjenu tehnologije koja je odabrana za svaku vrstu čelika. Uz pravi pristup, učvršćivanje metala može se obaviti kod kuće.