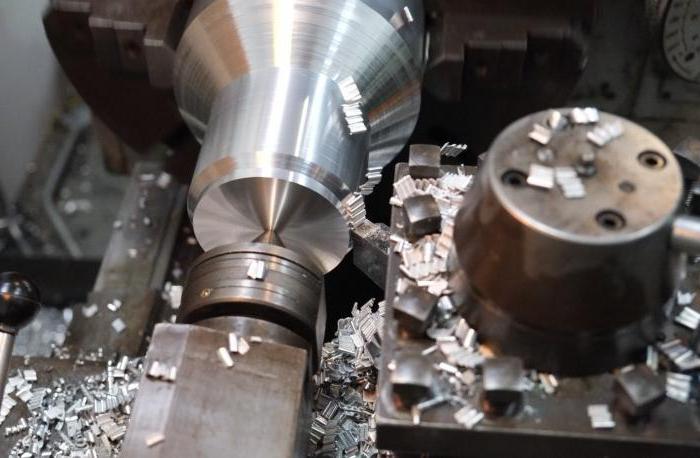
Okretanje. Vrste okretanja
Okretanje - najčešći tip obrade metalnih proizvoda. Dijelovi koji imaju oblik revolucionarnih tijela čine značajan dio proizvoda strojarstva i dio su većine strojeva i mehanizama.
Kratak opis
Suvremeni inženjering karakterizira širok spektar proizvoda, s nestabilnošću veličine proizvodne serije dijelova, koja varira od nekoliko komada do nekoliko tisuća ili desetaka tisuća. Tehnološki proces (TP) obrade rotacijskih tijela karakteriziran je različitim tehnološkim operacijama, putevima obrade i metaloprerađivačkom opremom koja se koristi u njihovoj proizvodnji.

Prema tipičnim rutama obrade i ovisno o konstrukcijsko-tehnološkim značajkama i veličini proizvodne šarže tijela rotacije može se obraditi na različitim vrstama tokarilica s ručnom kontrolom i CNC-om kada se koristi kao standardna i posebna alatka.
Povijest
Okretanje dijelova na specijaliziranim strojevima poznato iz VII stoljeća prije Krista. e. Prvi mehanizmi bili su primitivni: kost ili drveni snop postavljen je između dva centra. Jedna osoba (u pravilu, rob) iskrivila je proizvod, a majstor, držeći rezač u rukama, uklonio je sloj čipsa. Postupak je bio dug i naporan.
Nakon epohe propadanja (rani srednji vijek), u XIV. Stoljeću, radovi na okretanju već su se izvodili na mehanizmima, gdje je rotacija izratka pričvršćena pomoću pogona za stopala. Do 16. stoljeća strojni su alati nabavljali metalne centre i lunetu. Postalo je moguće dati proizvodima složen oblik - sve do lopte, ali mehanički pogon nije pružio dovoljnu snagu. U 18. stoljeću, naporima ruskog izumitelja Nartova, riješen je zadatak učvršćivanja tvrdog rezača, koji je omogućio precizno rezanje niti, zamršenih uzoraka itd.
Do XIX stoljeća, stvorio snažne strojeve, u potpunosti izrađene od metala, koji je postao temelj dobivanja zamah u strojarstvu. Nakon masovne elektrifikacije strojeva stvoreni su električni motori, zapravo, uzimajući moderni oblik. Sljedeća značajna evolucijska faza povezana je s uvođenjem automatizacije i informatizacije.
Vrste okretanja
Obrada tijela rotacije vrši se na strojevima:
- spiralno rezanje;
- okretanje kupole;
- CNC;
- višenamjenski;
- više vretena;
- poluautomatski uređaji s više rezova.
U ovom slučaju, ovisno o koncentraciji tehnoloških prijelaza (sekvencijalni, paralelni i serijski-paralelni), primjenjuju se jednostruki ili višestruki namještanje pomoću standardnih ili posebnih reznih i pomoćnih alata.
Mašinska obrada na tokarskim rupama vrši se uz pomoć jedne alatne sekvencijalne obrade i upotrebom višestrukih vretenskih glava i kombiniranih aksijalnih alata.
Izbor tehničkog procesa
Veličina proizvodne serije dijelova i njegova konstrukcijska i tehnološka svojstva imaju odlučujući utjecaj na odabir vrste tokarilica:
- maksimalni promjer;
- duljina;
- potrebna točnost;
- hrapavost površine.

Raznolikost strugova dovodi do povećanja broja konkurentnih varijanti procesa. Primjerice, korištenjem sheme oblikovanja konkurentnih opcija obrade osovine, moguće je formirati 20-30 mogućih mogućnosti obrade za stepenastu osovinu. Stoga je potrebno odabrati pravu (optimalnu) tokarilicu koja maksimalno osigurava minimalnu radnu intenzivnost ekonomska učinkovitost. Pri odabiru opcije TP uzimaju se u obzir i obujam proizvodnje i ostali proizvodni uvjeti.
Tehnički i ekonomski pokazatelji
Metalno okretanje kombinira dva odlučujuća faktora - tehničku sposobnost i izvedivost. U uvjetima višestruke proizvodnje, koju karakterizira nestabilnost objekata i veličina proizvodnih serija dijelova, izbor profitabilne varijante tehničkog procesa iz konkurencije je težak i dugotrajan zadatak, što zahtijeva velik broj kalkulacija vezanih uz određivanje tehničkih i ekonomskih pokazatelja.
Glavni pokazatelji aktivnosti strojarskih poduzeća su:
- produktivnost rada;
- dobit;
- proizvodni trošak ;
- intenzitet i učinkovitost korištenja financijskih sredstava;
- materijalna i energetska intenzivnost proizvoda;
- profitabilnosti;
- kapitalni intenzitet i kapitalna produktivnost;
- korištenje opreme i drugo.

Važan zadatak je osigurati konkurentnost proizvoda, uzimajući u obzir stalno rastuće zahtjeve za kvalitetom proizvoda i ograničavanje radnih, materijalnih, financijskih i energetskih resursa.
Vrste izradaka
Stružni stroj omogućuje obradu obradaka kao što su tijela rotacije:
Naslov izratka | klasifikacija | proizvodi |
Cilindrični dijelovi rotacije | izolatori | Čahure, čahure, čahure, čahure |
osovine | Osovine, valjci, osovine, šipke, igle, prsti, igle | |
Ravni spin dijelovi | diskovi | Kotači, prsteni, zamašnjaci, remenice, prirubnice |
Više dijelova | Ekscentrični proizvodi | Radilice, ekscentri |
Pojedinosti rotacije s sjecištima osi | prijelazi | Križevi, okovi |
Ostale praznine | Zupčanici | Zupčanici s jednom i više zupčanika, naplatci, zupčanici-osovine, kotačići |
Oblikovane kamere | ||
Pokretni vijci i pužni proizvodi | ||
zatvarači | Vijci, matice, vijci |
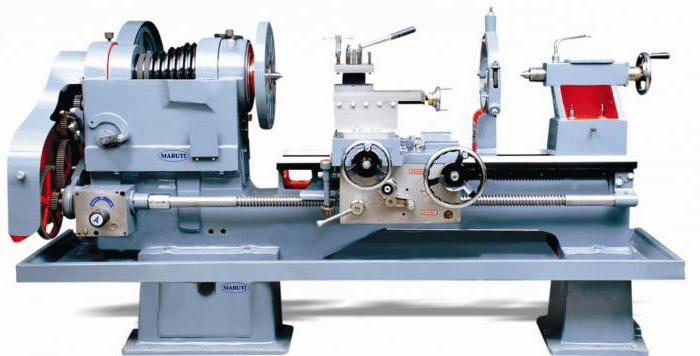
Obrada stepenastih osovina
Okretanje vratila može se izvesti pomoću tokarenja, tokarenja, horizontalnog višenamjenskog, vertikalnog i vretenastog stroja, CNC stroja. Ugradite osovinu u središta stroja ili učvrstite u uložak (prednja ploča). Kratki proboji, odljevci, otkivci fiksirani su u trokomornim i rjeđe u četverostrukim patronama. Osovine s omjerom duljine i promjera više od 12 brusi se pomičnim i fiksnim osloncima.
Obično na mnogoreztsovyh strojeva dva čeljusti (stražnji, prednji). Prednji dio je predviđen za uzdužno okretanje izradaka. Stražnja čeljust - za obrezivanje krajeva, žljebova za rezanje, oblikovanog okretanja. Broj rezača na multi-kalibarima može doseći 20 stupnjeva. Pokreti čeljusti su automatizirani.
kuckanje
U konstrukciji osovine nalaze se vanjski i unutarnji montažni navoji. Okretanje se vrši specijalnim rezačima za rezanje. Strojevi moraju imati brzu promjenu vretena kako bi brzo promijenili smjer radnog okretanja na obrnuto kada se konac izrezuje na željenu dubinu. Kod rezanja gluhih niti koristite samopokretne patrone. Vanjski navoji se režu s glavama za rezanje konca, kapicama, rezačima s navojem i drugim metodama. Kalibriranje navoja izvodi se matricama s završnim reznim rubovima.

Rezanje crva
Površina vijaka puža, ovisno o serijalu, može se rezati pomoću tokarilice ili stroja za rezanje vijaka. Rezači za tokarilicu odabrani su ravnim profilom. Potreban profil zavojnice osigurava se odgovarajućom ugradnjom rezača. Za proizvodnju u velikim razmjerima, crvi se izrežu u prstenastu incizalnu glavu.
Prilikom završne obrade crva s modulom srednje veličine, koriste se specijalni opružni rezači. Za jednosmjerne slijepe proreze koji imaju mali kut (do 7 stupnjeva) helix lifta, profil se pričvršćuje na rezač koji odgovara profilu šupljeg puža.
Obrada slučaja
Uz pomoć rotirajućih strojeva za okretanje dijelova tijela parnih turbina, velikih ventila, elektromotora, kompresora, prednjih ploča strojeva, centrifugalnih crpki, generatora itd., Pomoću jednostavnog i jeftinog alata za rezanje - omogućuje snimanje tijekom radnog takta do 15 mm relativno visokim uvjetima rezanja, provode kontinuiranu obradu. Kao rezultat, radovi okretanja postaju produktivniji.
Obrađeni komadi složenog prostornog oblika ili oblika tijela okretanja s unutarnjim ili vanjskim stožastim, cilindričnim površinama, okomito na krajeve relativno jednostavnih za okretanje.

CNC okretanje
tokarilice numerički upravljani jedan su od najčešćih tipova opreme modernog masovnog inženjerstva. Značajna prednost CNC strojeva u usporedbi s drugim strojevima koji rade u automatskim i poluautomatskim režimima su mali vremenski i materijalni troškovi za prijelaz iz obrađene serije dijelova u sljedeći. Trenutačno se strojni alat s vojno-industrijskim kompleksom (upravljanje operativnim programom) proširio u strojarstvu. U tim uređajima, program se može unijeti izravno s tipkovnice upravljačke ploče operatora za otklanjanje pogrešaka.
Tehnološke sposobnosti
CNC strojevi klasificiraju se prema položaju osi rotacije vretena (vodoravno, okomito), položaju vodilica (koso, vodoravno, okomito), strukturi sustava alata (s kupolom ili magazinom alata), vrstom rada:
- patrona;
- stožerne točke;
- glava centar;
- dosadno.
Središnji strojevi (koji čine oko 10% svih CNC strojeva) koriste se za vanjsku obradu vratila, uključujući i rezanje konca s dlijetom (najveći promjer D max obradka iznosi 250-380 mm).
Strojevi za punjenje (oko 40%) koriste se za obradu (vanjske i unutarnje) čahura, prirubnica i drugih. Osim okretanja, bušenja i podrezivanja krajeva, okretanje na ovim strojevima može se dopuniti bušenjem, upuštanjem, razvrtanjem, urezivanjem slavina, matrica, kao i rezanjem vanjskog i unutarnjeg navoja dlijetom (D max 160-1250 mm).
Centriranje spremnika (oko 35% CNC-strojnog parka) kombinira tehnološke mogućnosti prve dvije skupine. Koriste se za punjenje i centriranje dijelova D max 160-630 mm. Za obradu proizvoda kao što su prirubnice, diskovi i kućišta velikih veličina korišteni su rotacijski strojevi.
zaključak
Koristeći metode okretanja, možete samljeti razne proizvode koji imaju oblik rotacije, sa željenim karakteristikama. Opsežni park tokarilica omogućuje izradu minijaturnih dijelova i ogromnih dijelova za elektroenergetiku, teški inženjering, brodogradnju i druge industrije.