Abrazivni materijal: značajke i metode uporabe
U proizvodnji bilo kojeg dijela postoji tehnološki proces u proizvodnji. Između mnogih drugih operacija, on nužno sadrži predmet za obradu abrazivnih materijala. Prethodno čišćenje praznih proizvoda ili završna obrada gotovih proizvoda - sve to rade različite vrste brusnih alata. U privatnoj praksi, tko nije mogao raditi s običnim šmirglom? Uostalom, ona je također i abrazivna. Općenito, teško je naznačiti vrstu aktivnosti gdje god se ona koristi.

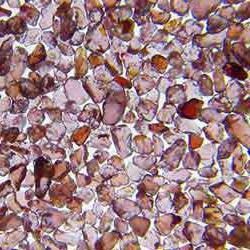
Abrazivni materijal
Abraziv (abrado, abrasi (lat.) - struganje) odnosi se na materijale koji imaju tvrdoću koja nadilazi druge vrste materijala (uključujući metale) i namijenjeni su obradi potonjeg kako bi se uklonili tanki slojevi: brušenje, poliranje, brušenje kao i rezanje.
Brusni materijal ima bilo koju krutinu u odnosu na manje izdržljiv materijal. Ali za industrijske svrhe primjenjuju se samo određene vrste abrazivnih materijala, uključujući:
- prirodne silikonske stijene, dijamanti i granat;
- sintetički abrazivni materijali.
Brusni alati izrađeni su od krutih čestica sa sjajnom abrazivnom sposobnošću. Njegova razlika u odnosu na metal noža je u tome što nema kontinuirane rezne oštrice. Funkcija ruba je kombinirana struktura zrna, gdje je svaka zrna rezač. U obliku čestica vezanih s vezivom.
Označavajući broj brusnog alata odražava sve što određuje njegovu učinkovitost, i to:
- zrnati materijal, njegova frakcija;
- količina i sastav veziva;
- struktura tijela instrumenta.
Trajnost i sposobnost obavljanja abrazivne funkcije ovisi o pokazateljima tvrdoće, otpornosti na toplinu i kemijskoj neaktivnosti reznih elemenata u dodiru s površinom radnih dijelova.
Tip čelika inferiorno je u odnosu na tvrdoću abraziva, tako da se samo oni mogu koristiti za visoke brzine rezanja bez rizika od uništenja.

Sintetika abraziva i njihov opseg
Postoje brojni abrazivni materijali, čija je upotreba različita, u skladu s njihovim svojstvima.
Normalni elektrokorund:
- 13A. Krugovi koji su stvoreni za skidanje, i hrpa od njih organski. Meljeju različite dijelove, uglavnom čelik. Također se može koristiti i jednostavno zrno.
- 14A. Alati za konvencionalne operacije brušenja. Žitarice su međusobno povezane i organske tvari, i ne.
- 15A. Alat u kojem zrna drže keramiku između sebe, kao i bakelit. Moguće je samljeti pri velikim brzinama, a sa mekim obloženim kožama za završne radove.
Cirkonij elektrokorund 38A:
- Bakelit u ovom slučaju drži zrno. Alat je prikladan kada je potrebno brusiti metalne praznine, a brzina obrade je visoka.
Bijeli elektrokorund:
- 23A. Ovdje je snop organski, s alatom je pogodan za obradu čelika Postoje alati u obliku šipki i sličnih pasta, kao i jednostavno labavo zrno, koje se koristi za završnu obradu.
- 24A. Materijali napravljeni u obliku krugova i šipki kako bi se mljeli dijelovi koji su prošli proces stvrdnjavanja. U strukturi mogu biti prašci i žitarice. Isto tako napravite kože za završne radove.
- 25A. Pod ovom markom, alat je proizveden šipka i u obliku krugova, a tijelo se sastoji od žitarica i prašaka različitih veličina. Možete napraviti završnu obradu čeličnih elemenata, koji su prethodno očvrsli, kada vam je bila potrebna visoka brzina obrade. Također je dopušteno raditi s čelicima koji se teško obrađuju.
Chromotitanium electrocorundum 91A, 92A:
- Ovaj alat je dobar za brušenje i ljuštenje metala, pa čak i uklanjanje debelog sloja iz njih. Žitarice u takvim alatima učvršćene su keramikom i bakelitom. Nije bitno koja je vrsta metala - očvrsnuta ili bez otvrdnjavanja.
Oznake jednobojne:
- 43A. Može se reći da se takav kvalitetan alat dobro nosi kada je potrebno obraditi čelik koji je teško mljeti. Također su potrebne legure takvih metala. I to je od praha i frakcije zrna. Keramika veže te materijale u oblik.
- 44A, 45A. Kože koje su izrađene od ovih vrsta abraziva su mekane i dobro poliraju kada je potrebno završiti i završiti. U postrojenjima kao što je brušenje može se primijeniti samo zrno.
Sferokorund 3C:
- Takav alat se može koristiti za meku obradu raznih dijelova čija je struktura viskozna: guma, koža, plastični proizvodi.
Crni silicij karbid:
- 53c. U ovoj vrsti alata primjenjuju se sve komponente veziva, a materijal za brušenje se koristi u obliku mikroskopskih zrna praškastog praha i većih. Lijevano željezo, obojeni metali, kao i vatrostalni volframovi spojevi mogu se dobro obraditi. Frakcija labavog zrna radi s istim površinama, a brusni papir djeluje u završnim i završnim radovima.
- 54c. Brušenje u takvom alatu - bazu, i pričvršćuje svežanj bilo kojeg tipa. Ponavljaju se sve vrste operacija, kao u prethodnom materijalu, ali samo je tretman grublji.
Zeleni silicij karbid:
- 62c. Na temelju praha za brušenje napravljen je ovaj alat. Možete obraditi stijene od mramora i granita, kao i dijelove od aluminija, bakra i lijevanog željeza. U pravilu, koža djeluje pri završnoj obradi i finom ugađanju, koristi se i labavo zrno.
- 63c. Alat koji kvalitativno obrađuje titan i titanotantal. U proizvodnji takvog alata koji se koristi brusilica, a baza je drugačija. Također napraviti i kože za završnu obradu i završnu obradu.
- 64c. To je alat za finiju obradu. Sadrži mikroprašak, bilo koju hrpu. Pa ručke granita i mramora, kao i praznine od aluminija, željeza i bakra. Koža, zrno obavlja iste radnje kao u prethodnom odlomku.
Karbidni bor KB:
- Ovaj abraziv u slobodnom obliku može obavljati bilo koji posao u području brušenja, završnih i završnih materijala od lijevanog željeza i raznih vrsta tvrde legure.
Elbor LP, LO:
- Alat visoke precizne obrade, jer koristi prah za brušenje koji se drži zajedno u bilo kojem svežnju. Svrha - rad s čvrstim detaljima koji se zagrijavaju. Takav alat također izoštrava rezače. Završni radovi u pravilu se izvode s kožama i zrnom, koji nisu fiksirani u obliku.
Sintetički dijamant:
- AC2. Dijamantni alati za završne radove s detaljima od čvrstih čeličnih gredica. Organska tvar se koristi kao vezivo.
- AC4. U ovom alatu keramika se koristi kao snop, kao i organski materijal. Moguće je samljeti tvrde legure, keramičke proizvode i gredice od krhkih materijala.
- AC6. Alati od metalnog dijamanta. Oni održavaju rad u krutim modovima povećanog opterećenja.
- AC15. Brusni abrazivni materijali namijenjeni su za rad u teškim uvjetima kada je potrebno obraditi kamen ili staklo. Žitarice su učvršćene metalom, a moguće je izvršiti i brušenje i rezanje praznih uzoraka.
- AC32. Alati za bušenje i rezanje za kamen, gdje metal djeluje kao snop. Također je prikladno provesti honanje.
- AC50. Ovaj se alat koristi kada je potrebno bušiti stijene visokog stupnja čvrstoće, kao i rezati granit, za preradu proizvoda od keramike i kvarcnog stakla, korundovih sita.
- ARB1. Brusni alati ovog tipa djeluju pri brušenju lijevanog željeza u operacijama grubljenja, kao i kod rezanja staklenih vlakana.
- ARK4. Takav se alat koristi u građevinskoj industriji. Oni izvode teške operacije kamena, kao i honanje.
- ARS3. Kada su radni uvjeti u građevinarstvu teški, koriste se dijamantni alati ovog tipa. Oni su upravljani i bušeni brusni kotači.
Upotreba prirodnih sirovina
Prirodni dijamant ima najveća svojstva abrazivnih materijala. označena:
- A1, A2, A3. Ovaj alat je jak kada hrpa metala. S njima možete raditi s betonskim površinama, kamenom i keramikom i staklom za tehničke namjene.
- A5. Abrazivi okruglog oblika izrađeni su od dijamantnog zrna ove marke, a metal se koristi kao veza. Ovaj alat radi s keramikom i metalom.
- A8. Alat za operacije bušenja i upravljanja. Također obavljati radove u graditeljstvu.
Corundum 92E. Ovaj alat je dobar za poliranje, jer je izrađen od mikroprahova. Možete ih obraditi metalnim i staklenim proizvodima.
Flint 81Kr. Uglavnom su napravili kožice kako bi se obradili drvo, ebonit i površine kože.
Emery. Nanosi se u mlinskom kamenu za mlinove i druge namjene kada zrno nije fiksirano.
Nar. Iz njega se izrađuju različite kože s abrazivnim premazom za drvo, kao i plastični i kožni materijali. Možete raditi s površinama nanošenjem samo zrna.

Vrste abrazivnih alata
Brusni alati nazivaju se abrazivni materijali, izrađeni u određenom obliku i koji imaju montažnu osovinu ili otvor za ugradnju na posebnu opremu koja pokreće radni dio. Postrojenje abrazivnih materijala proizvodi sljedeće vrste alata:
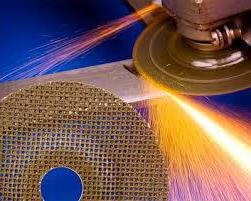
- Rezni kotač je fleksibilan abrazivni materijal koji se koristi za rezanje praznih materijala.
- Brusni kotač. Razne operacije brušenja, od grubog do završnog.
- Brušenje šipki za preklapanje, završne radove, kao i brušenje i superfinish.
- Brusni remeni za obradu velikih površina.
- Brusnim papirom.
- Polirna pasta.
- Slobodna zrna za pjeskarenje i slične instalacije.
- Tjelesna tijela.

Značajke brusnih alata
Abrazivni materijal koji je usitnjen naziva se materijal za brušenje. Ima sljedeće karakteristike:
- Frakcija. Pod njime razumiju jedinstvo u masi abrazivnih zrna čije dimenzije ne prelaze određene granice. Glavni - ovo je djelić koja premašuje ostatak u količini zrna, specifičnoj težini ili volumenu.
- Pijesak. Odražava vodeći sastav zrna abraziva koji je svojstven određenom brusnom alatu. Veličina zrna određuje kategoriju materijala za mljevenje: fini prah za mikro-brušenje, prah za brušenje, brušenje praha, mljevenje zrna.
- Indeks ujednačenosti zrnatog sastava. Karakterizira alat prema njegovoj izdržljivosti i svojstvima rezanja, a također utječe na hrapavost površine dobivene nakon obrade.
- Brusni alat za tvrdoću. Pokazuje koliko su zrna rezanja čvrsto povezana. To jest, tvrdoća izravno ovisi o volumenu veze i svojstvima sredstva za vezanje. Povećanje ligamenta u alatu povećava tvrdoću. U tom slučaju udaljenost zrna od zrna ostaje nepromijenjena, mijenja se samo postotni omjer zraka i ligamenta.
- Struktura koja pokazuje omjer volumena abrazivnih zrna, zračnih pora i veziva. Postoji otvorena, srednja i gusta struktura. Što je konstrukcija čvršća, to je bliža udaljenost između zrna u abrazivnom alatu. Alati koji imaju strukturu otvorenog tipa imaju svojstvo boljeg uklanjanja čipova i manje zagrijavanja. Stoga je preporučljivo koristiti ih za rad s viskoznim metalima, kao i za metale koji su skloni sagorijevanju ili stvaranju pukotina u strukturi.
Kada se zrna oruđa učvrste manje čvrsto, trošenje alata ima karakter zrnatog zrna. U isto vrijeme, brusni alat ima kvalitetu samooštrenja. Ako je, naprotiv, zrno krhkije, a snop dobro pričvršćen, onda se zrno mrvi ili se briše. Tada se razvijena područja pojavljuju na površini abrazivnog alata.
Stupanj tvrdoće abraziva
Po tvrdoći se razlikuju:
- M - mekani materijali;
- SM - srednje tvrda;
- C - medij;
- ST - srednje tvrda;
- T - krutina;
- BT - vrlo teško;
- THU - izuzetno teško.
zrnatost
Gritni abrazivni materijali imaju različite skupine prema kojima se proizvodi alat za određenu namjenu. Grupe granulacija su sljedeće:
Mljevenje u prahu i brušenje zrna
- 200 - 125. Primjenjivo na alat za ručno skidanje. Također i za uklanjanje otkivaka, odljevaka, skidanja zavarenih šavova, brušenja brusnih ploča.
- 100 - 50. Takav djelić praškastog abraziva koristi se u krugovima, čiji frontalni dio obavljaju ravna brušenja ili prednaprezanje alata, a također rade s lijevanim željezom, čeličnim dijelovima, viskoznim materijalima, obavljaju operacije rezanja.
- 40 - 20. Zrno je dopušteno u preliminarnim i završnim radovima sa čelikom ili lijevanim željezom, čime se dobiva slijedeća hrapavost od 2.500 ... 0.630 mikrona. Možete izoštriti alat za rezanje.
- №16. Završni radovi sa hrapavošću 2.500 ... 0.320 mikrona, brušenje i oštrenje profila malog alata za rezanje.
- Br. 12 - 6. Brusni profil sa hrapavošću 0,630 ... 0,160 mikrona, finim podešavanjem i završnim radom na oštrenom reznom alatu, početnim stupnjevima brušenja, brušenjem velikog koraka.
- Br. 5, 4. Koristi se uglavnom pri radu s lomljivim materijalima, kao i za čišćenje niti, čiji je nagib malen, i daje hrapavost od 0,030 ... 0,160 mikrona, ako se provodi brušenje ili završna obrada.
Praškovi za fino brušenje i mikro-brušeni prah M63, M50, M40, M28, M20, M14, M10, M7, M5
- Superfinishing brušenje, finalno brušenje i završna obrada do hrapavosti od 0.160 mikrona i manje.

Snopovi abrazivnih materijala
Kvalitetna obrada abrazivnih materijala određena je svojstvima grozda. Utječe na parametre čvrstoće, tvrdoće. O tome ovise načini rada alata. U sastavu ligamenata postoje tvari organske prirode i anorganske. U prvu kategoriju spadaju vulkaniti, bakelit, te paketi na polivinilformalnim, gliftalnim i epoksidnim komponentama. Potonje uključuje silikatne i magnezijeve ligamente, također keramiku, za dijamante - metal.
Veza je keramika, vatrostalna, vodootporna i kemijski neaktivna. Abrazivni materijal idealno drži profil ruba radne površine, ali udarna opterećenja i savijanje dovode do uništenja alata. Keramički ligament se stvrdnjava i topi.
Bakelitni snop je otporniji i otporniji na savijanje i udarce nego keramički. Konfiguracija alata s upotrebom bakelita je različita i širokog raspona veličina takvih brusnih alata. Postoje vrlo tanki rezni kotači do 0,50 mm. Slaba točka bakelitnog ligamenta je uništavanje alkalija, koje može biti prisutno u tekućini za hlađenje. Također, nije otporna na toplinu, ona održava abraziv zrna i oblik radnog ruba lošijim od keramike.
Magnezijeve i silikatne vezne komponente nisu široko korištene jer su krte i ne podnose hlađenje. Oni emitiraju malo topline kada obavljaju operacije brušenja, to je njihov plus.
Vulcanit snop sadrži sumpor i gumu, koji prolaze posebnu toplinsku obradu. Elastična je i primjenjiva pri radu s oblikovanim površinama iu profilnom obliku brušenja. Alat na takvom snopu ima gustu strukturu i zbog toga se lako grije tijekom obrade. Kao rezultat toga, kao i niska otpornost gume na toplinu, zrno u alatu prodire i abraziv dobiva svojstvo finije zrnate strukture, što je pogodno kod obrade dijelova u završnoj fazi.
Abrazivni otpad
Pri tome se abrazivni materijali i alati troše i, uz određeni stupanj habanja, više ne mogu obavljati glavni zadatak. Oni zahtijevaju odlaganje, gdje se vrši podjela na elemente koji se mogu dalje koristiti kao materijali koji se mogu reciklirati.
Abrazivni materijal se odlaže na sljedeći način: drobljenje i drobljenje materijala, odvajanje dobivene mase magnetskom metodom, toplinska obrada odvojenog ostatka s temperaturama do 180 stupnjeva, elektrostatičko razdvajanje s jakost električnog polja do 8 kV / cm.
zaključak
Kako bi se ojačali moderni abrazivni kotači (fleksibilni abrazivni materijal), armatura od stakloplastike je postala široko rasprostranjena. To vrijedi za proizvodnju reznih kotača koji rade na velikim brzinama i imaju povećane zahtjeve za sigurnošću uporabe.