Samostalan popravak gumenjaka
Visokokvalitetni popravak gumenog čamca omogućuje vam da se trajno riješite oštećenja (bušenja, posjekotina i habanja materijala) na dnu i sa strane proizvoda. Brtvljenje hladnim i vrućim postupcima provodi se u domaćim ili specijaliziranim uvjetima.
Inspekcija plovila
Kada se vizualni pregled dizajna vanjskih značajki ne može otkriti. Odzračivanje zraka ukazuje na potrebu za prekrivanjem ispunjenih odjeljaka s deterdžentom za pjenjenje. To će poslužiti kao spužva. Područje koje omogućuje prolazak zraka lako se prepoznaje po prisutnosti mjehurića. Da biste ga označili običnom olovkom ili oznakom.
Popravak gumenog čamca počinje s ventilima. Ako postoji curenje, postavlja se oznaka i brtva se mijenja. Protok tekućine u kokpit uređaja za plivanje bez krvarenja na stranama uzrokuje probleme u području elemenata za pričvršćivanje. Loše je pronaći oštećeno mjesto pažljivom provjerom dna i spojeva s okomitim konstrukcijama. Trebalo bi ispitati cijelu površinu dna i šavova, što omogućuje pronalaženje brojnih prekršaja:
- napadaji;
- zakinutim;
- odvajanje regulatora i elemenata za prešanje.
Nakon pregleda cijele konstrukcije možete započeti s popravkom gumenog čamca. Među glavnim metodama za obnovu gumenih čamaca su široko rasprostranjena 2 načina:
- Hladno je.
- Vruće.
Tehnika hladnog krpanja: priprema materijala
Tehnologija se provodi u uvjetima prihvatljivih temperaturnih uvjeta na otvorenom iu zatvorenom prostoru. U životnim uvjetima, pripremljen za popravak. Važno je osigurati glatku i čistu površinu koja se povremeno tretira krpom kako bi se uklonile mrlje iz otopine ljepila.

Popravak gumenog čamca za samostalan rad zahtijeva pripremu materijala:
- škare;
- valjak za valjanje;
- abrazivna koža;
- kist;
- ljepilo i benzin.
Za manje štete na dnu i dnu, potrebna je naljepnica okruglih ili ovalnih flastera. Uzdužni sjekutići zatvoreni su sličnim slojevima. Kutovi se sigurno zaokružuju, osiguravajući minimalni rizik od odvajanja pri korištenju strukture za kupanje u kućištu.
Značajke krpanja
Popravak gumenih čamaca provodi se u uvjetima preklapanja oštećenog područja za 2,5–3 m u oba smjera. Pri odabiru materijala posvećuje se veća pozornost. Idealna opcija bila bi proizvod blizu ZIP-a ili analogne gume.

U izduženim područjima jaz je osiguran firmware-om. Povećanje razine adhezije s ljepljivom kompozicijom i površinom čamca na napuhavanje lako se osigurava skidanjem brusnog papira s velikom frakcijom. Tretman s otapalom (benzin) pomaže u čišćenju premaza od formirane prašine, odmašćivanja i poboljšanja razine bubrenja gumene obloge. Osušite proizvode prije nanošenja flastera.
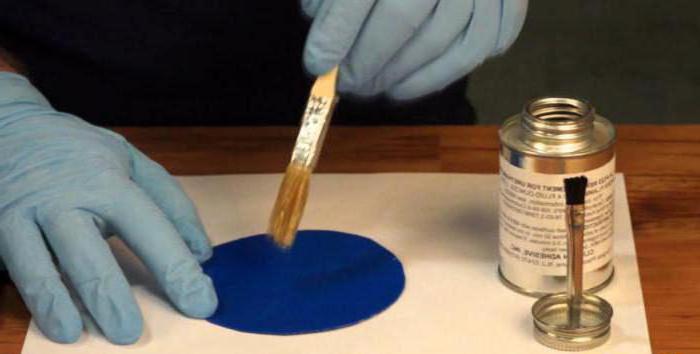
Ako planirate popraviti gumeni gumeni čamac (šav) "Omega 2", mjesto nanošenja flastera obrađuje se ljepilom. Korištenje čiste četke pružit će sličnu primjenu tankog, ravnog sloja na gumene mrlje flastera. Daljnje skladištenje se provodi u hermetički zatvorenom spremniku. Ljepljivi sastav uobičajene konzistencije miješa se prije otvaranja. Debelu masu treba razrijediti otapalom.
Koraci obrade ljepila
Izvođenje popravka gume brodovi "Ufimka" vlastitim rukama, važno je pravilno razmotriti izbor ljepila. Radi se o modifikaciji koja se nalazi u rezervnim dijelovima plovila ili gumenoj smjesi na bazi gume. Rjeđe korišteni samouulkanizirajući adheziv s visokim karakteristikama čvrstoće.
Pokriva prvi sloj. Nakon 10-15 minuta provjerava se odsutnost ljepljivosti i provodi se ponovna obrada ljepilom koje nije potpuno suho. Latka se preuzima preko rubova i stavlja na mjesto za rekonstrukciju.
Popravak gumenog čamca duž šava osigurava se preklapanjem jedne strane zaštitnog sloja s daljnjim širenjem na oštećeno područje. Dopušteno je prekrivanje mrlja sredinom na polomljenoj površini, zaglađivanje na oba ruba. Netočno položena ploča donosi brojne neugodnosti, mogu se provesti preliminarna ispitivanja na drugim proizvodima.
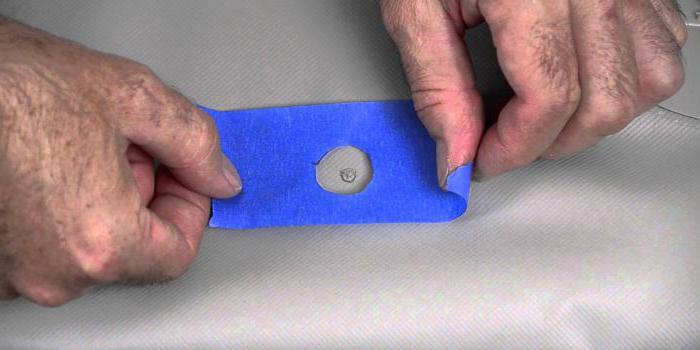
dorada
Uklanjanje zakrpe osigurava kreten. Umetnuti materijal snažno pritisnut rukom, izgladio se od središta prema ekstremnim stranama i zavrtio valjkom. Prisutnost mjehurića zraka ispod materijala koji se nalazi na vrhu je isključena. Kad se pojave, dovoljno je da istisne tuberkulozu. Mora se voditi računa da se izbjegne stvaranje rastezanja i nabora premaza. Patch poprskan puder. Popravak gume sami brodovi proizvodi se na preporučenoj temperaturi od 15 ° C.
Rekonstrukcija broda na terenu
Popravak na otvorenom prati niz zahtjeva.
- U toplom, bez vjetra danu, možete udobno sjediti u hladu, eliminirajući formiranje filma ljepila na suncu.
- Hladno i mokro vrijeme čini potrebnim pronaći utočište (u šatoru ili kućici).
- Prisutnost mrlja na bazi ljepila uklanja se čipom ili nožem.

Ako se gumeni čamac popravi na terenu, umjesto benzina se koristi čista voda za čišćenje. Time se smanjuje razina čvrstoće, kao i skidanje premaza s nožem umjesto brusnim papirom. Najbolja opcija bila bi komplet za popravak s nekoliko komada gume različitih parametara. Predobrada brusnog papira eliminirat će gubitak vremena pri rezanju flastera, prethodno pakiranog u plastičnu vrećicu.
Zaostatak s površine ključa, krajnjih držača tračnica ili prirubnica ventila omogućuje korištenje hladne metode. Zamjena mreže, pričvršćivanje pregrada i sprječavanje daljnjeg pucanja osigurani su kroz nekoliko odjeljaka.
Vruća tehnika
Popravak gumenih čamaca u posebnim uvjetima je relevantan kada se povećava razina nepropusnosti na spoju dasaka i obloga pregrada. Zaostajanje, pomicanje ili naboravanje regulatora u vozilu zahtijevaju posebnu opremu. U smislu proizvodnje, osiguran je izbor adhezivnih smjesa i gumenih flastera s visokom razinom kompatibilnosti s obzirom na gumene kompozicije.

Pružanje hermetičkih svojstava na spoju stranica osigurano je pilingom sklopa za spajanje s otapalom i čeličnim ravnilom, te je izvršeno skidanje brtvila. Traka se reže na razmaku od 1-1,5 cm od ekstremnog dijela regulatora. Njegova zamjena popraćena je dodavanjem abrazivnih svojstava i obrade novog materijala otapala.
Popravak gumenog čamca na napuhavanje osigurava se primjenom dvostrukog sloja. gumeno ljepilo. Sakupljanje spoja s nevulkaniziranom trakom i nepropusnom kompozicijom. U graničnom području regulatora nanosi se zaštitna ploča poprečnog presjeka od 5 cm, a noževi gumene obloge obrađuju se neočvrslim materijalom slojem od 0,4 mm. Čvor koji se formira valjan je metalnim valjkom. Na rubovima područja za obnavljanje strana nanosi se filmski materijal kako bi se dobila glatka površina.

Na dnu segmenta nalazi se ploča s poroznom gumenom brtvom. Smještena je na vrh metalne ploče i pločica. Nakon toga slijedi fiksiranje stezaljke i vulkanizacija. Važno je promatrati značajke tehnologije: zagrijavanje pločica - 140 ± 5 ° S, način rada - 30 minuta. Po završetku tehnologije, pločica je isključena i ohlađena na razinu od 80-90 ° C. Stezaljke su otkopčane, uklonjene pločice. Provjera kvalitete fiksacije vrši se nakon 4 sata.
Brza vulkanizacija broda
Privremene popravke gumenih konstrukcija osiguravaju posebni aerosoli s visokim sadržajem umjetne gume. Njegova značajka je unutarnje "stezanje" površine. Cijeli proces popravka sastoji se od ugradnje ventila s kemijskim sastavom i lansiranjem njegovog mlaza. Brtvljenje se obavlja za nekoliko minuta.