Kako lemiti polipropilenske cijevi ispravno to sami. Temperatura lemljenja i uređaji za lemljenje polipropilenskih cijevi
Ugradnja polipropilenskih cijevi je težak proces koji zahtijeva određeno iskustvo i posebne alate. Ovaj posao se može obaviti samostalno, ako znate tehnologiju i osnovne zahtjeve. Osim pravilnog izbora proizvodnje materijala, potrebno je riješiti i problem lemljenja polipropilenskih cijevi. Za to trebate saznati više o njihovim svojstvima.
Tehnološka svojstva PP cijevi
Za izradu polipropilenskih (PP) cijevi koristite posebne granule PPRC. Oni su produkt polimerizacije propilena i etilena, gdje se svaka komponenta dodaje u određenom omjeru. Kao rezultat naknadne obrade ekstruzijom dobivaju se visokokvalitetni polimerni proizvodi.

Temperatura lemljenja polipropilenskih cijevi izravno je određena izrađenim materijalom. Stoga je važno poznavati njegova fizikalna svojstva. Oni ovise o vrsti upotrijebljenog polimera. Za opskrbu toplom i hladnom vodom preporučuje se uporaba proizvoda s oznakom PPR. Oni imaju sljedeće parametre:
- Temperaturno stanje rada - od -10 ° C do + 90 ° S.
- Taljenje površine nastaje kada se zagrijavanje podigne na 149 ° C.
- Nazivni tlak - od 1,5 do 2,5 MPa.
Lemljenje polipropilenskih cijevi vlastitim rukama provodi se uzimajući u obzir odabranu vrstu proizvoda. Određuje izbor tehnologije i privremene načine izlaganja. visoke temperature. Stoga biste trebali pažljivo razmotriti vrste i namjenu PP cijevi.
Odabir kvalitetnih proizvoda
Ovisno o operativnim parametrima budućeg sustava, morate odabrati određenu vrstu cijevi. Postoji klasifikacija koja će pomoći u rješavanju ovog problema.
Za polaganje hladne vode preporučuje se uporaba cijevi PN16. Karakterizira ih relativno tanak zid i maksimalnu radnu temperaturu do + 40 ° C. Ako se taj pokazatelj prekorači, doći će do deformacije proizvoda, što će dovesti do gubitka nepropusnosti.
Univerzalni proizvodi označeni su simbolom PN20. Sposobni su izdržati kratkotrajno izlaganje temperaturama do 95 ° C i projektirani su za nominalni unutarnji tlak od 2 MPa.
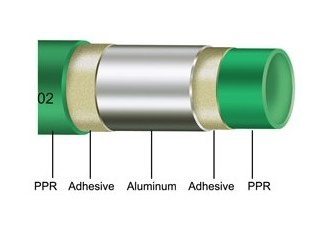
Kako lemiti polipropilenske cijevi za grijanje? Za to je preporučljivo odabrati modele PN25. U njihovoj konstrukciji je predviđen zaštitni omotač (izrađen od aluminija ili stakloplastike) koji sprječava deformiranje proizvoda pri visokim temperaturama.
Alati i materijali
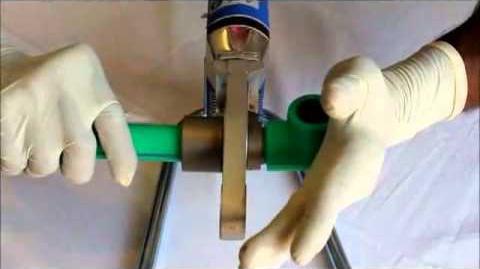
Odlučivši se za vrstu cijevi, morate odabrati najbolju opremu. Lemljenje polipropilenskih cijevi vlastitim rukama provodi se difuzijskom metodom - pod utjecajem temperature, oblikovani dijelovi proizvoda prolaze topljenje. Nakon njihovog spajanja dolazi do međusobne difuzije - taljenja. Kao rezultat toga, formira se čvrsti spoj.

Za praktičnu primjenu ovaj uređaj se koristi za lemljenje polipropilenskih cijevi. To je ogledalo za grijanje na koje su pričvršćene mlaznice za zagrijavanje površine cijevi ili fitinga. Razlikuju se u sljedećim parametrima:
- Rastopiti vanjsku (cijevnu) ili unutarnju površinu (montažu).
- Promjer (vanjski ili unutarnji). Za polaganje vodovodnog sustava u kući ili stanu obično se koriste cijevi poprečnog presjeka 16, 20, 25 i 32 mm.
Podešavanje temperature vrši se posebnim upravljačke jedinice koji se obično nalazi na poleđini alata. Raspon grijanja površine ogledala ovisi o promjeru cijevi i može biti od 220 do 300 ° C. Optimalna snaga alata trebala bi biti oko 800 vata.
Osim lemilice, trebat će vam i posebne škare za rezanje. Oni će osigurati glatku oštricu, na kojoj će njegova ravnina biti strogo okomita na vektor duljine proizvoda. Za označavanje, također trebate olovku, vrpcu i razini zgrade. Za obradu ojačanih dijelova potreban je aparat za brijanje - uklanja tanki površinski sloj. Čista krpa uklanja prljavštinu i prašinu s površine koja će biti zalemljena.
Opis tehnologije
Za spajanje oblikovanih polipropilenskih cijevi koristi se metoda lemljenja u obliku zvona. U tu svrhu koriste se specijalne armature različitih konfiguracija. Pomoću lemila istodobno se zagrijava vanjska površina cijevi i unutrašnjost fitinga. Nakon određenog vremena uklanjaju se iz mlaznica i spajaju jedna s drugom.

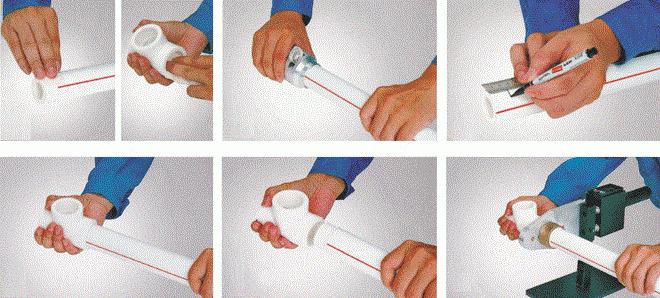
Prije lemljenja cijevi od polipropilena, u uputama se preporučuje pravilno izrezivanje. Da biste to učinili, koristite posebne škare za cijevi sa širokom bazom. Uz njihovu pomoć možete napraviti najprecizniji rez s glatkim rubom.
Sljedeća faza rada - crtanje oznake. Prvo se mjeri dubina obrađene površine. Da bi se to postiglo, mjeri se šupljina za povezivanje. Zatim označite površinu cijevi olovkom ili oznakom.
Ako uključite lemilicu, postavite optimalnu temperaturu grijanja. Obično bi trebao biti 220-250 ° C. Prethodno je montiran na mlaznice ogledala koje odgovaraju veličini priključka i cijevi. Svaki polipropilenski proizvod mora biti relativno slobodan za ulazak u zagrijane mlaznice. Možda postoji lagani napor. Nakon što je cijev produbljena i postavljena na željenu oznaku, potrebno je pričekati da se površina otopi. Da biste to učinili, upotrijebite standardnu privremenu tablicu, o kojoj će biti riječi u nastavku.
Spajanje dijelova mora se obaviti s malo napora. Nemoguće je okrenuti ili snažno pritisnuti elemente. To može dovesti do deformacija i pogrešnog položaja u odnosu na ostatak linije.
Temperaturni uvjeti
Kako pravilno lemiti polipropilenske cijevi, poštujući sve tehnološke parametre? Da biste to učinili, morate se upoznati s temperaturnim režimima ovisno o promjeru proizvoda. Lemilica za lemljenje polipropilenskih cijevi treba određeno vrijeme utjecati na površinu spojenih proizvoda.
Vanjski promjer, mm | Trajanje grijanja, s | Trajanje utakmice, s | Vrijeme hlađenja, min. |
16 | 5 | 4 | 2 |
20 | 5 | 4 | 2 |
25 | 7 | 4 | 2 |
32 | 8 | 6 | 4 |
40 | 12 | 6 | 4 |
Pridržavajući se tih vremenskih intervala, moguće je postići optimalnu kvalitetu veze. Međutim, treba uzeti u obzir temperaturu okoline - ona ne smije biti viša od + 23 ° C uz normalnu vlažnost zraka u prostoriji.
Pripremni rad
Prije lemljenja polipropilenskih cijevi potrebno je provesti niz pripremnih radova. To je potrebno radi sigurnosti u radu s električnom opremom. Također je važan čimbenik stvaranje udobnog radnog mjesta.

Bez obzira gdje će se lemljenje obavljati (ulica ili soba), morate ukloniti sve strane predmete. Kao zaštitna oprema koriste se pamučne rukavice, posebne naočale i respirator. Potonji je potreban kada se radi u zatvorenom prostoru - tijekom grijanja oslobađaju se pare, koje su pri visokim koncentracijama štetne za tijelo.
Lemljenje cijevi hladne vode
Za opskrbu hladnom vodom moguće je montirati autoceste od PP cijevi PN16. Da biste to učinili, potreban vam je gore navedeni skup alata i materijala. Instalacija hladne vode je jedna od najjednostavnijih, jer koristi nearmirane proizvode. Stoga je moguće bez prethodne obrade površine.
Kako lemiti polipropilenske cijevi, ako su tanke stijenke? Da biste to učinili, potrebno je strogo pridržavati se temperaturnog načina rada grijaćeg zrcala. Preporučuje se da se vrijeme zagrijavanja prepolovi kako ne bi u potpunosti deformirali cijeli proizvod. Tlačna sila se mora primijeniti malo, jer će prekomjerni mehanički tlak stvoriti više preklapanja na mjestu spajanja elemenata. Temperaturu lemljenja polipropilenskih cijevi treba postaviti na minimum. Najbolje je napraviti testne veze, identificirajući optimalni način grijanja.
Lemne cijevi za opskrbu toplom vodom
Prilikom projektiranja tople vode iz polipropilena treba uzeti u obzir temperaturno širenje materijala. Ona varira ovisno o promjeru proizvoda.
Pri izlaganju vodi s visokom temperaturom povećava se duljina pojedinih dionica autoceste. Kako bi se izbjeglo stvaranje napetosti na površini cjevovoda, potrebno je napraviti kompenzacijske slavine. To su u-oblikovani dijelovi cjevovoda, koji će pri širenju polipropilena biti blago savijen, što je prirodno za polimerne proizvode.
Kako lemiti armirane polipropilenske cijevi, promatrajući tehnologiju njihove veze? Da biste to učinili, pomoću aparata za brijanje uklonite mali sloj s površine proizvoda. Zbog toga će se tijekom grijanja kompenzirati dodatna ekspanzija debljine.
Popravak zavarivanja
U rijetkim slučajevima, potrebno je popraviti funkcionalni vodovod. Razlog za to može biti: mehanička oštećenja, neusklađenost cijevi s radnim uvjetima ili nepridržavanje tehnologije zavarivanja tijekom ugradnje.
Prvo morate isključiti vodu i ukloniti tekućinu iz linije. Zatim pomoću specijalnih škare izrežite neispravnu površinu. Za instalaciju novih koristi se gore navedena tehnologija. Jedina razlika je u obaveznom odvodnjavanju rubova cijevi i uklanjanju nečistoća.
Zavarite sedla
Za ugradnju novih poslovnica u postojeći cjevovod, najbolja opcija bi bila ugradnja tzv. Sedla. To su specijalne armature koje su zavarene na površinu prethodno obrađene linije.

Kako lemiti polipropilenske cijevi tijekom takvog rada? Prvo morate napraviti rupu u sklopu sjedala. Tada su obrađeni rubovi - čišćenje i uklanjanje smeća. Promjer rupe treba biti 2-3 mm manji od poprečnog presjeka ugrađenog montažnog elementa. Priključak se izvodi prema standardnim uputama. Tijekom instalacije morate strogo poštivati vrijeme lemljenja polipropilenskih cijevi. Ovaj postupak nije moguć za proizvode tankih stijenki, jer je područje spoja premalo da bi se stvorila pouzdana veza.
Savjeti za odabir lemila
Za zavarivanje polipropilena promjer cijevi do 60 mm pomoću stroja za ručno zavarivanje. Modeli ovog uređaja su praktični i dovoljno jednostavni - za grijanje, dizajn osigurava grijaći element i jedinicu za kontrolu temperature. Površina radnog dijela uređaja je ravna izvedba s otvorima za montažu mlaznica različitih promjera.
Izbor specifičnog modela aparata za zavarivanje treba izvesti prema sljedećim parametrima:
- Ocjena snage Za izradu spojeva cijevi malog promjera (do 40 mm) dovoljno je kupiti uređaj snage 800 W Kod lemljenja velikih struktura potrebni su drugi modeli - do 1,3 kW.
- Broj sjedala za priključke varira od 1 do 4. Određuje se lemnim cijevima različitih promjera. Istovremeno, veći broj bušotina značajno povećava brzinu rada.
- Trošak. Najjednostavniji modeli imaju pristupačnu cijenu - od 800 rubalja. Ali oni su dizajnirani za malu količinu posla. Pod teškim opterećenjima moguće je brzo raspadanje. Profesionalni alati za lemljenje koštaju oko 4000 rubalja i više.
Ako se ova vrsta posla izvodi prvi put, potrebno je savjetovati se s profesionalcima pri odabiru alata. Prije početka postupka zavarivanja, potrebno je napraviti nekoliko ispitnih spojeva, kupujući malo više potrošnog materijala. U tom slučaju, možete razviti početne vještine za rad s uređajem za lemljenje polipropilenskih cijevi.