Vrste zavarenih spojeva i šavova: opis, tehnološke značajke, zahtjevi i GOST
Kako bi naučili dobro kuhati, nije dovoljno ovladati samo držanjem električni luk. Osim toga, morate razumjeti koje su vrste zavarenih spojeva i šavova. Početnici zavarivači često čine najozbiljnije pogreške, na primjer, ne kuhati metal. I događa se da gotovi dijelovi imaju slabu otpornost na lom. Koji je razlog? Prije svega, pogrešnim izborom vrste veze, pogreškama u tehnici. Danas nudimo razgovor o raznim vrste zavarivanja zavareni spojevi, kao i defekti!
Zavarivanje: definicija
Za početak ćemo definirati definiciju zavarenog (zavarivačkog) šava. Tako se zove kristalizirani metal, koji je u vrijeme zavarivanja bio u rastaljenom stanju.

Struktura vara uključuje:
- područje metala šava;
- mehanička zona fuzije;
- područje zahvaćeno toplinom;
- prijelazna zona na osnovni metal.
Zavarena veza: što je to?
Zavareni spoj se obično naziva ograničenim dijelom strukture koja sadrži jedan ili više zavara. Po izgledu spoja stručnjak može odrediti kvalifikaciju zavarivača, razumjeti koji je način zavarivanja korišten. Zavareni spoj govori o tehnološkoj svrsi konstrukcije.
Zavarivanja: klasifikacija
Iskusni zavarivači kažu: osnova za klasifikaciju tipova šavova može se uzeti različite čimbenike, kao što su strukturne i čvrstoće, geometrijske i tehnološke. Ako razmotrimo šavove u smislu lokacije, oni se mogu podijeliti na niže, nagnute, horizontalne i vertikalne.
Donji šav može se nazvati ne samo najjednostavnijim, već i najtrajnijim. Činjenica je to gravitacija metal vam omogućuje da bolje popunite praznine između spojenih površina. Osim toga, ova vrsta je najisplativija. Postoje određeni uvjeti, na primjer, plamenik ili elektroda moraju biti usmjereni odozgo prema dolje.

Horizontalni šav se obično formira kada su površine okomite na ravninu elektrode. Potrošnja fluksa i elektroda s ovim tipom značajno se povećava. Na sporo provođenje šava kapi su moguće, a na brzo - nije prodrla mjesta.
Mnogo je teže napraviti visokokvalitetni vertikalni šav. Tu se povećavaju gubici metala, povećava se nepravilnost (u završnoj fazi zavarivanja šav je deblji). Ova metoda zahtijeva određenu klasifikaciju zavarivača. Obično se koristi za zavarivanje cijevi ili za pričvršćivanje velikih konstrukcija.
Najteže zavarivače razmatraju zavarivanje na stropu. Kako se proizvodi? Stavite luk s prekidima. Struja je mala. Ovaj tip se obično koristi kod zavarivanja cijevi koje se ne mogu okretati.
Zavarene veze: vrste i tipovi
Predlažemo da se govori o tome koje su vrste zavarenih spojeva prema vrsti upornjaka površine. Ovisno o čimbenicima kao što su debljina metala, geometrijski oblik dijelova, potrebna čvrstoća spoja, zavareni spojevi mogu se podijeliti na:
- T-bar;
- krug;
- spojnice;
- kutak.
Sve vrste zavarenih spojeva imaju svoju namjenu, što odgovara specifičnim potrebama gotovih elemenata. Nudimo detaljnije razmatranje ovih vrsta!
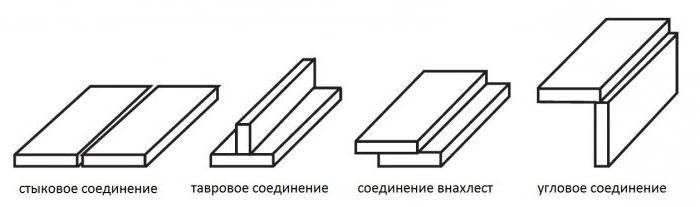
čvor
Najčešći tip zavarivanja je spoj. Koristi se za zavarivanje krajeva cijevi, limova ili geometrijskih oblika.
Dijelovi koji pričvršćuju spojnice, razlikuju se po debljini proizvoda, na strani prekrivnog šava. Postoji nekoliko podvrsta spojeva:
- jednostrana normalna;
- jednostrano, pri čemu se rubovi obrađuju pod kutom od 45 stupnjeva;
- jednostrano, pri čemu se jedan rub obrađuje pod kutom od 45 stupnjeva;
- jednostrana, u kojoj rezač uklanja rub na oba dijela;
- dvosmjerna, što znači rezanje rubova pod kutom od 45 stupnjeva na svakoj strani.
Važno je napomenuti da kod ovog tipa zavarenog spoja debljina zavarenih površina ima važnu ulogu. Ako je ne više od 4 milimetra, tada se koristi jednostrani šav, ali ako je deblji od 8 milimetara, šav se mora nanijeti na obje strane. Ako debljina proizvoda prelazi 5 mm, šav treba nanositi samo na jednu stranu, čime se dobiva visoka čvrstoća, potrebno je odvojiti rubove. Potrebno ga je izvesti uz pomoć dosjea ili brusilice, dovoljno za kosu od 45 stupnjeva.

Kutni spoj
Postoji nekoliko zajedničkih opcija:
- jednostrano - i sa preliminarnim rezanjem, i bez njega;
- obostrano - ravan i podijeljen.
S tim spojem možete dva elementa pričvrstiti zajedno pod bilo kojim kutom. U ovom slučaju, prvi šav će biti unutarnji, a drugi - vanjski. Ovaj tip je idealan za zavarivanje raznih šupa i nadstrešnica, karoserija kamiona i sjenica.
Ako trebate spojiti dvije ploče različite debljine, ovaj tip zavarenog spoja prema GOST-u treba izvesti na sljedeći način: na dnu se postavlja deblja ploča, a na njoj se s rubom postavlja tanak. Elektroda ili svjetiljka trebaju biti usmjereni prema debelom dijelu, tako da na dijelovima neće biti opeklina ili potkopa.
Preklopni spoj
Dvije ploče mogu se zavariti ne samo od kraja do kraja, već se i preklapaju - lagano povlačeći jednu preko druge površine. Stručnjaci preporučuju korištenje ovog tipa zavarenog spoja gdje je potrebna visoka vlačna čvrstoća. Šav mora biti postavljen na svakoj strani - ne samo da će povećati snagu, već i spriječiti nakupljanje vlage unutar gotovog proizvoda.
Tavrovoy veza
Ovaj tip je sličan kutnom spoju, ali postoje neke razlike - ploča pričvršćena rubom ne smije biti izložena na rubu donje baze, već na maloj udaljenosti.
Klasifikacija tehnologije i oblik šava
Zavarivači razlikuju vrste zavarenih spojeva prema vrsti zavarenih spojeva. Šav može biti:
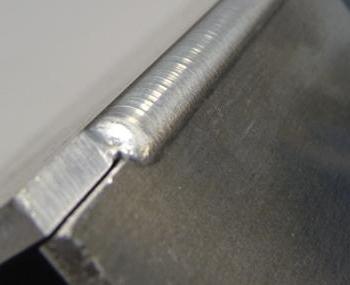
- Glatka. To se postiže na optimalnim postavkama aparata za zavarivanje i na pogodnom položaju.
- Konveksna. Takav šav se može dobiti s malom strujom i prolazi u nekoliko slojeva. Konveksni šav zahtijeva strojnu obradu.
- Konkavna. Takav šav može se dobiti samo s povećanom snagom struje. Takav šav karakterizira izvrsno taljenje, štoviše, ne zahtijeva brušenje.
- Čvrsta. Za obavljanje visokokvalitetnog kontinuiranog šava to morate raditi kontinuirano. To će spriječiti pojavu fistula.
- Povremeni. Taj se šav treba koristiti za proizvode iz tankih listova.
Zavarivač koji je upoznat s glavnim vrstama spojeva i njihovim temeljnim razlikama može kompetentno odabrati vrstu vara koja može zadovoljiti osnovne zahtjeve za čvrstoću i čvrstoću.
Nedostaci zavarenih spojeva: vrste, opis, uzroci
Zavareni spojevi mogu imati različite učinke koji utječu na čvrstoću i čvrstoću. Uobičajeno je podijeliti sve vrste defekata na tri kategorije:
- unutarnje (to se može pripisati nedostatku penetracije, poroznosti i stranim uključenjima);
- vanjski (među njima su pukotine, potkopani, krateri, kvržice);
- poprečno rezanje (ovdje možete odabrati burn-through i pukotine).

Razgovarajmo više o svakoj vrsti grešaka.
pukotine
Ova vrsta defekta smatra se najopasnijom, može dovesti do brzog uništavanja zavarenih konstrukcija. Postoje pukotine prema njihovoj veličini (postoje makro i mikropukotine), ovisno o vremenu pojavljivanja (u procesu zavarivanja dijelova ili poslije). Uzrok pukotina je nepoštivanje tehnologije zavarivanja, pogrešan izbor materijala za zavarivanje, prebrzo hlađenje konstrukcije.
Za popravak pukotine možete: izbušiti njen početak i kraj, ukloniti šav i skuhati.
podrezati
Podvlake se nazivaju udubljenjima između šava i metala. Šav zbog ovog defekta postaje slab. Uzrok podbačenja je povećana struja. Na horizontalnim šavovima obično se formira podrez. Takav se defekt može ukloniti izduvavanjem tankog šava duž podrezane crte.

progib
Takav nedostatak može se pojaviti u slučaju kada rastaljeni metal teče na glavni metal bez stvaranja homogenog spoja. Uzroci progiba su jednostavni - osnovni metal se ne zagrijava, zavarivač koristi prekomjernu količinu punila. Možete ukloniti kvar rezanjem, nužno provjerom prisutnosti nepotpune fuzije.
izgaranje
Opekline su defekti koji se manifestiraju prodiranjem i propuštanjem. tekući metal. U isto vrijeme, s druge strane, u pravilu dolazi do curenja. Uzrok opeklina je visoka struja zavarivanja, sporo kretanje elektroda, nedovoljna debljina obloge, preveliki razmak između rubova zavarenog metala. Možete popraviti opekline: samo očistite i skuhajte kvar.
Nedostatak penetracije
Lokalna penetracija metala šava s glavnim metalom naziva se nepotpuna. Možete nazvati nepotpuni i nepopunjeni presjek šava. Ova vrsta defekta smanjuje čvrstoću šava, ona postaje uzrok uništenja gotove konstrukcije. Razlog leži u niskoj struji zavarivanja, prisutnosti šljake ili hrđe na dijelovima za zavarivanje. Da biste ispravili pogrešku, morate smanjiti nepotpunost i pripremiti pojedinosti.
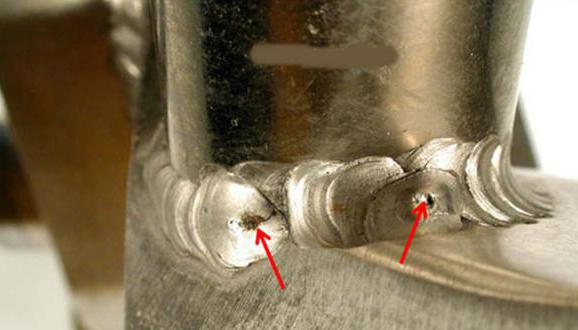
krateri
Žljebovi, nazvani krateri, obično se pojavljuju zbog prekida u zavarivačkom luku. Ako se pojavi takav nedostatak, potrebno ga je izrezati na osnovni metal i temeljito ga skuhati.
fistule
Takozvana šupljina, smanjujući snagu šava. To je zbog formiranja fistule. Situacija će se ispraviti rezanjem defekta i zavarivanja.
poroznost
Što je poroznost? To su šupljine koje su ispunjene plinovima. Razlog njihovog pojavljivanja je intenzivna tvorba plina unutar metala. Veličine pora mogu biti mikroskopske ili manje od nekoliko milimetara. Kako bi se izbjegla poroznost, metal treba očistiti od nečistoća i stranih tvari. Potrebno je da elektroda nije mokra. Ako je pogreška već napravljena, trebate izrezati poroznu zonu na osnovni metal i kuhati, promatrajući tehnologiju.
Pregrijavanje i izgaranje
Ti se nedostaci pojavljuju kao rezultat visoke struje zavarivanja ili nedovoljne brzine zavarivanja. Zbog toga gotov proizvod postaje vrlo krhak. Spaljeni metali mogu se rezati, a metali se mogu ponovno spojiti.
Kontrola zavarivanja
Sada razmislite vrste kontrole zavareni spojevi. Postoje sljedeće metode:
- vanjsko ispitivanje;
- kemijska analiza;
- rendgenski ili rendgenski prijenos;
- metalografska analiza;
- ultrazvučna ili magnetska detekcija pukotina;
- mehanička ispitivanja.

Postoji vrlo važno pravilo - za pouzdanu kontrolu nužno je očistiti zglob od šljake, mjerila i zavarivanja!