Toplinska obrada čelika. Vrste toplinske obrade metala
Toplinska obrada čelika (MOT) je vrlo važna završna operacija u proizvodnji dijelova i alata. Pruža im potrebna mehanička svojstva i osigurava normalan rad.

Povijest
Majstori su mnogo prije našeg vremena koristili razne metode očvršćavanja: uronjenu metalnu traku u vinu, ulju, u običnoj ili slanoj vodi. Spominje se i ova metoda: kovač je zagrijavao bodež od damasta, a zatim je podigao konja i brzo pojurio, ohladivši proizvod u zraku.
U prvoj polovici XIX stoljeća. vrste toplinske obrade bile su nesavršene: tvrdo i krhko lijevano željezo stavljeno je u posudu s ledom, izliveno sa slojevima šećera. Nakon toga, spremnik se zagrijavao 20 sati, a željezo se pretvorilo u mekano i toplo željezo.
Stare metode nadopunjuju se novim, poboljšanim, na temelju znanstvenih istraživanja toplinske obrade. Primjerice, belgijski stručnjaci razvili su tehnologiju za gašenje alata u vakuumu.

definicija
Toplinska obrada metala je skup strogo uzastopnih postupaka grijanja, držanja i naknadnog hlađenja poluga ili gotovih proizvoda u određenim načinima kako bi se promijenila njihova struktura i osigurala potrebna mehanička, fizikalna, kemijska i druga svojstva. Osnova toplinske obrade su transformacije unutarnje strukture materijala tijekom zagrijavanja i naknadnog hlađenja.
Vrste toplinske obrade
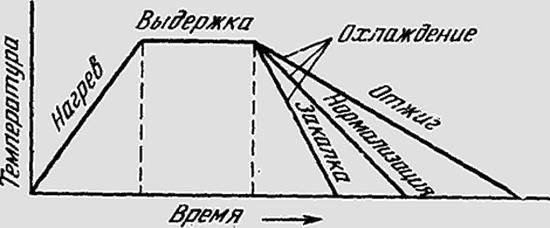
Određeni čimbenici koji utječu na rezultate održavanja su brzina i temperatura grijanja, kao i vrijeme izlaganja zagrijanom stanju i brzini hlađenja. Ovisno o temperaturnim pokazateljima i brzini hlađenja proizvoda razlikuju se sljedeće faze toplinske obrade:
- žarenje;
- daljnja normalizacija;
- kaljenje i kaljenje čelika.
prekaljivanje
Da bi se smanjila krutost i povećala viskoznost čelika, postigla kemijska i strukturna jednolikost, rasteretili unutarnja naprezanja, provodi se žarenje. Proces se sastoji od zagrijavanja čeličnih proizvoda iznad kritičnih točaka (uz iznimku rekristalizacijskog žarenja) i, sukladno tome, držanja na temperaturi grijanja nakon čega slijedi polagano (uglavnom peći) hlađenje. Ovisno o namjeni razlikuju se sljedeći načini toplinske obrade čelika:
- difuzno žarenje;
- potpuna i nepotpuna;
- izoterma;
- granulirani perlit;
- rekristalizatsionny.
Difuzno žarenje
Također se naziva homogenizacija. Koristi se za velike čelične odljeve kako bi se smanjila kemijska heterogenost (segregacija). U prvom stupnju, obrađeni materijal se zagrijava do temperature od 1050-1150 ° C. Nakon zagrijavanja, inkubira se oko 10-15 sati i zatim polako ohladi. Poboljšana su svojstva čelika.
Potpuno žarenje
Tehnologija se koristi za formiranje sitnozrne strukture čeličnih proizvoda izrađenih vrućim utiskivanjem, kovanjem, lijevanjem. Čelici nakon cjelokupnog postupka žarenja postaju plastični, mekani, bez unutarnjih naprezanja. Unutarnja (kristalna) struktura postaje homogena, sitnozrna, sastoji se od ferita i perlita. Čelik je u potpunosti žaren i pripremljen za obradu i naknadno stvrdnjavanje. Tako se tretiraju pretežno hipoutektoidni čelici.
Toplinska obrada čelika provodi se prema sljedećem tehničkom postupku: proizvodi (gredice) zagrijavaju se na temperaturama koje prelaze 30-50 ° C tzv. Kritičnu gornju točku (u znanosti o materijalima označenu kao Ac3), a zatim polako hladi. Hlađenje na temperaturu od 500-550 ° C odvija se sljedećom brzinom:
- za ugljične čelike - 150-200 ° C po satu;
- za legirano - 50-75 ° C po satu.
Nepotpuno žarenje
Ova tehnologija toplinske obrade čelika primjenjuje se na hipoutektoidne i proeutektoidne metale radi smanjenja krutosti, oslobađanja unutarnjih naprezanja i dobivanja homogene strukture. Postupak se podvrgava otkivcima i otkivcima koji se obrađuju na temperaturama koje ne uzrokuju značajan rast zrna.
Tehnički proces: čelik se zagrijava na temperaturi iznad donje kritične točke (u grafovima označen je Ac1) u temperaturnom rasponu od 740-750 ° C, čuva se određeno vrijeme na toj temperaturi, zatim se polako hladi.

Izotermno žarenje
Koristi se za proizvode od legiranih čelika kada se zagrijava na 20-30 ° C iznad Ac3, izlaganje i brzo hlađenje na temperaturu od 630-700 ° C. Gredice (proizvodi) odležu se dok se austenit ne razgradi, a zatim ohladi na pozitivnoj temperaturi. Nakon izotermnog žarenja, čelika ima slična svojstva s metalima podvrgnutim potpunom žarenju. Toplinska obrada metala prema ovom tehničkom postupku ima važnu prednost - smanjenje vremena obrade.
Žarenje za granulirani perlit
Široko se primjenjuje prije obrade eutektoidnih i proeutektoidnih legiranih i ugljičnih čelika. Materijal se zagrijava na 25-30 ° C iznad QD i održava određeno vrijeme. Na temperaturi od 600 ° C, gredica se vrlo sporo hladi (30 ° C po satu) zajedno s peći, a zatim prirodno hladi. Kao rezultat, karbidi dobivaju granularni (zaobljeni) oblik, a tvrdoća se smanjuje, što pogoduje procesu rezanja metala.
Rekristalizacija Žarenje
Drugo ime je nisko žarenje. Postupak pridonosi uklanjanju unutarnjih naprezanja i stvrdnjavanja u proizvodima hladnog valjanja, hladnog oblikovanja, crtanja i umjeravanja (limovi, šipke, cijevi, žica). U isto vrijeme, materijal se zagrijava do temperature rekristalizacije na 50-100 ° C ispod Acl točke (630-680 ° C), čuva, zatim hladi prirodno (u zraku). Nakon rekristalizacijskog žarenja nastaje homogena struktura s malom tvrdoćom.

normalizacija
Proces uključuje zagrijavanje metala iznad vrijednosti Ac3 za 30-50 ° C, držanje u temperaturnom koridoru i naknadno hlađenje u zraku. Toplinska obrada čelika metodom normalizacije idealna je za formiranje fino zrnate strukture, povećanje čvrstoće i žilavosti, kao i za smanjenje krutosti prije rezanja i ravnanja konstrukcije prije naknadne toplinske obrade.
Struktura normaliziranog čelika postaje feritno-perlitni (nisko ugljični čelik) i sličan sorbitolu u prisutnosti ferita bez strukture (srednje ugljični i niskolegirani čelik). Tvrdoća perlita ovisi o tome ima li tanku ili grubu strukturu. Prilikom normalizacije, kada je hlađenje brže, perlit ima tanju strukturu nego tijekom žarenja i veću tvrdoću. Stoga je normalizirani čelik teži od žarenja (150-300 HB). Normalizacija vruće valjanih čelika za razliku od žarenja povećava otpornost proizvoda na lom loma i osigurava visoke performanse tijekom strojne obrade.

Čelični praznici
Koristi se za izglađivanje unutarnjih naprezanja. kristalna rešetka i smanjiti krutost metala, kao i povećati žilavost otvrdnuti proizvodi. razlikuju se:
- visoka;
- prosjeka;
- nizak odmor.
Visoko temperiranje se provodi na temperaturi od 500-650 ° C uz glatko hlađenje. u ovaj čelik stječe strukturu sorbitola, što osigurava uklanjanje unutarnjih naprezanja. Konstrukcijski, ugljični i legirani čelici od kojih se izrađuju osovine, zupčanici i drugi, podvrgnuti su ovom tipu kaljenja. Karakteristike čelika imaju veću čvrstoću, duktilnost i žilavost s dovoljnom tvrdoćom.
Prosječno temperiranje provodi se na temperaturi od 350-450 ° C, čuva se određeno vrijeme i hladi. Kod ovog kaljenja, martenzit se pretvara u troostit, tvrdoća čelika se smanjuje na oko 400 HB, a viskoznost se značajno povećava. Nanesite (nakon gašenja) na obradu opruga, opruga, matrica i drugih proizvoda koji djeluju pri umjerenim udarnim opterećenjima.
Nisko temperiranje se provodi u temperaturnom rasponu od 150-250 ° C, održava i hladi. U tom slučaju nastaje struktura oslobođenog martenzita. Stoga se unutarnja naprezanja u proizvodu smanjuju, viskoznost se donekle povećava, a sjajna lomljivost nestaje, a tvrdoća se praktički ne mijenja. Nanesite i na rezanje mjerni alati koji moraju biti tvrdi i ne lomljivi, imaju visoku otpornost na trošenje, uključujući i za cementirane proizvode.
zaključak
Toplinska obrada čelika sastavni je dio proizvodnje većine metalnih proizvoda. Zahvaljujući širokom rasponu tehničkih postupaka moguće je dobiti materijale s potrebnim svojstvima.