Toplinska obrada čelika i njegovih vrsta. Kemijska toplinska obrada čelika
Čelik je legura željeza s ugljikom, čija koncentracija ne prelazi 2,14%. U čeliku opće namjene njegov se sadržaj kreće od 0,05 do 1%. Nijedno polje ljudske aktivnosti nije potpuno bez te fuzije. Koristi se kako za stvaranje volumetrijskih struktura, tako i za proizvodnju visoko precizne opreme.
Ugljik i druge nečistoće u sastavu čelika
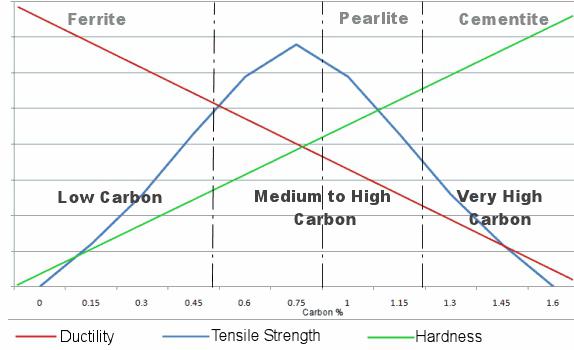
Doping željeza s ugljikom sastoji se od dva stupnja. Prvo se u željezo dodaje 6,67% ugljika, što dovodi do stvaranja karbida željeza ili cementita. U normalnim uvjetima obični čelik se sastoji od dvije homogene faze - cementita i ferita. Kada se zagrijava, cementit se otapa u žlijezdi i tvori austenit. Koncentracija ugljika utječe na osnovna mehanička svojstva čelika. Njegovo povećanje pridonosi smanjenju duktilnosti i viskoznosti, povećava tvrdoću i čvrstoću tvari. 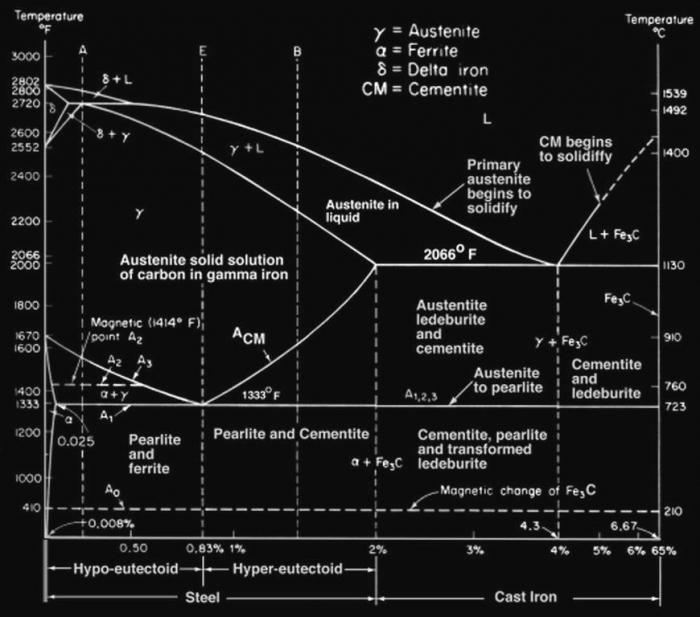 Osim toga, ugljik poboljšava svojstva lijevanja, ali narušava zavarljivost i obradivost dotičnog materijala.
Osim toga, ugljik poboljšava svojstva lijevanja, ali narušava zavarljivost i obradivost dotičnog materijala.
Različite nečistoće također su prisutne u čeliku, čija je prisutnost zbog tehnologije proizvodnje ili ulaska željezne rude. Mangan i silicij su posebni aditivi koji se unose u čelik kako bi se uklonili sumporni spojevi željeza i dvovalentnog oksida. Koncentracija silicija je u rasponu od 0,4%, a mangana - 0,8%. Mangan i silicij također se povećavaju granica čvrstoće i elastičnosti, odnosno (ispod je graf toplinske obrade čelika).
Fosfor povećava čvrstoću tvari, smanjujući plastičnost i viskoznost. Negativan utjecaj elementa je da se čeliku dobije hladna krhkost, tako da proizvodnja ne dopušta višak sadržaja u 0,045%. Sumpor uzrokuje crvenilo legure, njegova koncentracija je ograničena na 0,05%.
tipologija
Postoji nekoliko klasifikacija čelika.
1. Ovisno o kemijskom sastavu:
- ugljični, sadrže željezo, ugljik i nečistoće;
- legirani s raznim posebnim aditivima.
2. Ovisno o koncentraciji ugljika:
- visoki ugljik (preko 0,7%);
- srednji ugljik (0,25 - 0,7%);
- niska razina ugljika (do 0,25%).
3. Po dogovoru:
- gradnja;
- alati;
- posebne namjene.
4. Ovisno o kvaliteti:
- obična kvaliteta
- kvaliteta,
- visoka kvaliteta;
- osobito visoke kvalitete.
Toplinska obrada čelika. Opće informacije
Svrha toplinske obrade čelika je promjena strukture legure, i
prema tome, njegova svojstva, na primjer, daju tvrdoći i krhkosti proizvoda ili, obrnuto, mekoći i plastičnosti. 
Suština procesa leži u zagrijavanju čelične gredice, njezinoj izloženosti i hlađenju. Sve se to događa uz strogo poštivanje određenih parametara, posebice temperature i brzine. To utječe na modove i ocjenjivanje čelika. Toplinska obrada određenih vrsta čelika zahtijeva različite uvjete kako bi se postigao isti rezultat.
U tablici se mogu prikazati pojednostavljene strukturne promjene u čeliku prilikom zagrijavanja.
Temperatura grijanja | Vrsta rešetke | nekretnine |
do 910ºS | kocka usredotočena na tijelo | željezo se otapa do 0,04% ugljika (ferita) |
910-1400ºS | kocka usmjerena na lice | željezo otapa do 2% ugljika (austenita) |
više od 1400ºS | kocka usredotočena na tijelo | praktično se ne koristi u praksi |
Tvrdoća austenita je 2-2,5 puta veća od ferita. Potonji je više plastičan. Kada se ohladi, struktura legure se mijenja obrnutim redoslijedom.
Glavne vrste toplinske obrade čelika - kaljenje, normalizacija, kaljenje, žarenje.
prekaljivanje
Tehnologija ovog procesa sastoji se u zagrijavanju čeličnih gredica, držanju i zatim polaganom hlađenju, nakon čega dolazi do ravnotežne strukture u metalu. Njegova je zadaća smanjiti unutarnje naprezanje u leguri, kao i povećati plastičnost. Takva toplinska obrada čelika podijeljena je u dvije vrste. Imaju značajne razlike. U prvom slučaju toplinska obrada čelika ne podrazumijeva strukturne promjene bazirane na faznim transformacijama.
Vrsta žarenja
Ovaj tip toplinske obrade podijeljen je u 4 skupine:
- Homogenizacija . Legure nakon kristalizacije karakterizira neujednačen sastav kemijskih komponenti i za jedno zrno i za cijeli volumen ingota, koji je uzrokovan različitim točkama taljenja elemenata. Takve neravnotežne strukture karakterističnije su za legirane čelike. Budući da se uravnoteženje kemijskog sastava događa zbog difuzije, njegova primjena zahtijeva visoke temperature. Do 1100-1200 ºS, čelične bale se zagrijavaju u posebnim pećima, koje se čuvaju od 8 do 15 sati, nakon čega se u peći (6-8 sati) odvija sporo hlađenje do 800-850 ºS. Nakon postizanja željene temperature, poluge se hladi na zraku. Takva toplinska obrada legiranih čelika osigurava njihovu plastičnost, što uvelike olakšava njihovu obradu deformacijom.
- Rekristalizacijsko žarenje. Upotrebljava se za uklanjanje učinka stvrdnjavanja čelika povezanog s hladnom plastičnom deformacijom, zbog čega se formiraju oštećenja rešetke, koja se nazivaju dislokacije i slobodna radna mjesta. Kada se takva struktura formira, dolazi do spljoštenja i izvlačenja metalnih zrnaca, zbog čega dolazi do otvrdnjavanja i smanjuje se duktilnost legure.
Ova tehnologija toplinske obrade čelika podrazumijeva zagrijavanje na temperaturama iznad 100-200 ºS na početku kristalizacije (približno 500-550 ºS).
Trajanje izloženosti varira od 0,5 do 2 sata, a zatim se izvodi polagano hlađenje. Struktura se mijenja zbog formiranja novih zrna i postupnog nestanka deformiranih. Dakle, dolazi do smanjenja defekata rešetke.
- Žarenje za uklanjanje zaostalih naprezanja. Unutarnja naprezanja u čeličnim dijelovima proizlaze iz procesa kao što su zavarivanje, lijevanje, rezanje, brušenje, vruća deformacija. Dosežu vrlo velike količine. Kao rezultat toga, zajedno s radnicima naknadno uzrokovati uništenje metala.
Da bi se uklonio ovaj fenomen, žarenje se provodi na temperaturi ispod kristalizacije (727 ° C). Tijekom procesa od 20 sati pri 600 ºS naprezanja su gotovo potpuno eliminirana. Kako bi se skratilo trajanje postupka, temperatura se povećava na 680-700 ºS.
Žarenje tipa II
Pri tome se postiže ravnotežna struktura materijala tijekom faznih transformacija. Struktura čelika nakon toplinske obrade se djelomično ili potpuno mijenja. Temeljna promjena strukture legure nastaje zbog dvostruke rekristalizacije, što rezultira smanjenjem veličine zrna, uklanjanjem unutarnjih naprezanja i uklanjanjem otvrdnjavanja. Vrste toplinske obrade čelika - puna (omekšavanje) i nepotpuna žarenja.
Potpuno žarenje
Kao rezultat tog procesa, velika feritno-perlitna struktura pretvara se u malu austenitnu strukturu, koja se uz polagano hlađenje (30-50 ° C) pretvara u malu feritno-perlitnu strukturu. Na taj način se konstrukcijski čelik obrađuje kako bi se povećala duktilnost i smanjila tvrdoća. 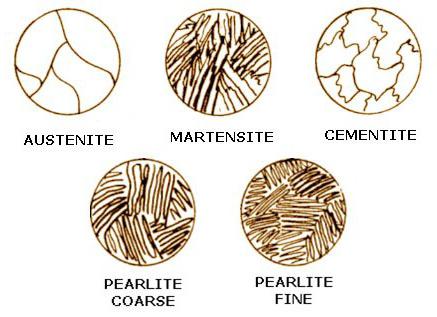
Nepotpuno žarenje
Kao posljedica nepotpunog žarenja, ploča se pretvara u granulirani feritocementit, koji prolazi kroz stupanj austenita (oko 780 ºS). Ovaj je postupak naviknut alatni čelici.
Budući da je žarenje prilično dugotrajno (do 20 sati), kao alternativa se koristi normalizacija tvari. Radi se o toplinskoj obradi čelika, čime se poboljšava njezina obradivost, ispravlja se struktura zavara, a legura se priprema za stvrdnjavanje. Temperatura procesa premašuje točke A sz ili A st , ovisno o tipu čelika, za 30-50 ºS.
Normalizacija je, u pravilu, toplinska obrada ugljičnih čelika. Kao rezultat toga, nije potrebno daljnje stvrdnjavanje srednje ugljičnih čelika i nekih posebnih, jer se čvrstoća potrebna za uporabu dijelova postiže normalizacijom. Struktura normaliziranog čelika je sorbitol.
kaljenje
Radi se o toplinskoj obradi čelika, zbog čega se povećava njegova čvrstoća, otpornost na habanje, tvrdoća, granica elastičnosti, kao i smanjenje duktilnih svojstava. Tehnologija gašenja sastoji se od zagrijavanja do određene temperature (otprilike 850-900 ºS), zadržavanja i gašenja, zahvaljujući čemu se ta svojstva postižu. Utvrđivanje je najčešći način poboljšanja fizičkih i mehaničkih svojstava legure. Vrste toplinske obrade čelika: sa i bez polimorfne transformacije.
Stvrdnjavanje polimorfnom transformacijom koristi se za čelike koji sadrže element koji je sposoban za polimorfne transformacije.
Legura se zagrijava na temperaturu promjene kristalne rešetke polimorfnog elementa. Kao rezultat zagrijavanja, povećava se topljivost legirajuće komponente. Sa smanjenjem temperature, vrsta rešetke se mijenja u suprotnom smjeru, ali budući da se javlja velikom brzinom, u leguri ostaje višak koncentracije elementa s modificiranom rešetkom. Tako nastaje neravnotežna struktura, koja je termodinamički nestabilna. Igličasta mikrostruktura čelika, nakon toplinske obrade u leguri, naziva se martenzit. Za ublažavanje zaostalih naprezanja, metal se dalje podvrgava temperiranju.
Gašenje bez polimorfnih transformacija koristi se u slučajevima kada je jedna od komponenti legure djelomično otopljena u drugoj. Kada se legura zagrije iznad linije solidusa, komponenta će se otopiti. A uz brzo hlađenje, sekundarna faza nema vremena za povratak u svoje prvobitno stanje nema dovoljno vremena za pojavu granice faza, formiranje početne rešetke i proces difuzije. Kao rezultat toga, pojavljuje se metastabilna čvrsta otopina s viškom sadržaja komponente. Proces dovodi do povećanja plastičnosti metala. Termodinamička stabilnost postiže se u procesu spontanog ili toplinskog starenja.
Budući da toplinska obrada kaljenog čelika ima tako važan odlučujući parametar kao brzina hlađenja, potrebno je spomenuti okruženja u kojima se odvija proces (zrak, voda, inertni plinovi, ulje, vodene otopine soli).
Stopa hlađenja postala je 6 puta viša na temperaturi od 600 ºS i 28 puta na 200 ºS (u usporedbi s tehničkim uljem). Koristi se za hlađenje legura ugljika s visokom kritičnom brzinom. Nedostatak vode je dovoljno visoka brzina hlađenja u područjima martenzita (200-300 ºS), što može dovesti do stvaranja pukotina. Soli se dodaju u vodu kako bi se povećala njegova sposobnost stvrdnjavanja. Tako, na primjer, dolazi do toplinske obrade čelika 45. t
Legure s niskim stupnjem kritičnog gašenja, koje se dopiraju, ohlađuju se uljem. Njegova uporaba je ograničena na lako zapaljivost i sposobnost da se zalijepi na površinu dijelova. Odgovorni dijelovi od ugljičnog čelika hlađeni su u dva medija: vodi i ulju.
Martenzitni čelici na kojima ne bi trebalo biti oksidnog filma, na primjer, koji se koriste za medicinsku opremu, hlađeni su u ispuštenoj atmosferi ili u zraku.
Da bi se ostatni austenit, koji čini čelik krhkim, pretvorio u martenzit, koristi se dodatno hlađenje.

U tu svrhu se dijelovi stavljaju u hladnjak s temperaturom od -40 do -100 ° C ili prekriju mješavinom ugljičnog dioksida i acetona. Posebna dodatna obrada pri niskim temperaturama pomaže u povećanju tvrdoće alata za rezanje, čiji je materijal legirani čelik, stabilizira dimenzijske parametre visokopreciznih dijelova i povećava magnetska svojstva metala.
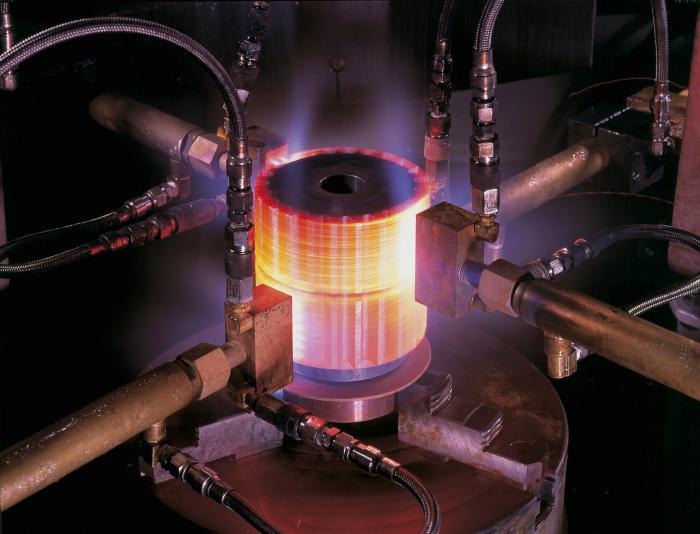
Za neke dijelove, kao što su osovine, kamere, osovine, zupčanici, prsti za brusne spojnice, koristite površinsko stvrdnjavanje. U tom slučaju se formira premaz otporan na habanje, čija je jezgra viskozna, s povećanom čvrstoćom na zamor. Kako bi se proizvela takva kaljenja, koriste se visokofrekventne struje, koje formira transformator iz posebnog generatora. Oni zagrijavaju površinu dijela pokrivenog induktorom. Zatim se dio hladi u zraku. Debljina gašenog površinskog sloja može varirati od 1 do 10 mm.
odmor
To je toplinska obrada čelika, čiji je cilj oslabiti unutarnja naprezanja koja se javljaju tijekom gašenja, kao i povećanje viskoznosti. Takva se obrada primjenjuje na čelike koji su prošli polimorfne transformacije. Načini toplinske obrade čelika uključuju grijanje na temperaturu od 150-650 ºS, držanje i hlađenje, čija brzina nije bitna. Tijekom procesa kaljenja, teže, ali nestabilne strukture pretvaraju se u plastičnije i stabilnije. Odmor je visok, srednji i nizak.
Pri niskom temperiranju, zagrijavanje do 150-250 ºS, naknadno izlaganje 1,5 sati i hlađenje u zraku ili u ulju. Mijenja se kristalna rešetka martenzit, koji ne utječe na tvrdoću, povećava viskoznost i ublažava unutarnja naprezanja. Na taj način, rezanje i mjerni alat.
Uz prosječni godišnji odmor dolazi do zagrijavanja na 300-500 ºS. Čelična konstrukcija zastupljena je s velikim brojem praznika. Čelični detalji nakon obrade odlikuju se visokim elastičnim svojstvima i karakteristikama čvrstoće. To je obrada opruga, membrana, opruga.
Visoko temperiranje karakterizira temperatura zagrijavanja od 450-650 ºS, što dovodi do stvaranja sorbitola. Proizvodi postaju manje tvrdi, plastični, imaju veliku udarnu čvrstoću. Njima su podvrgnuti zupčanici, osovine, valjci i drugi kritični dijelovi mehanizama.
Kemijska toplinska obrada čelika
Pomaže povećati čvrstoću i tvrdoću legure, njenu otpornost na koroziju, dajući svojstva protiv trenja i otpornosti na habanje. Ovaj proces uključuje i termičke i kemijske učinke na sastav, strukturu i svojstva površinskog sloja legure.
Kemijska toplinska obrada čelika temelji se na postupcima disocijacije, difuzije i adsorpcije. Ovisno o elementu za zasićenje, podijeljen je na nitriranje, cementiranje, cijanaciju itd.
cementiranje
Zadatak cementiranja je dobivanje tvrde površine na dijelovima od niskougljičnog čelika s dovoljno viskoznom jezgrom. Proces se provodi u ugljičniku na 930-950 ºS, jer je na toj temperaturi austenit najstabilniji. Na ovaj način obrađene su i legure s niskom razinom ugljika i legirane legure. Na preradu utječe klasifikacija čelika. Toplinska obrada određenih vrsta čelika zahtijeva posebne parametre za postizanje rezultata.
Cementiranje se dijeli na čvrsti i plin. U drugom slučaju, moguće je dobiti određeni sadržaj ugljika u površinskom sloju, smanjiti trajanje procesa, automatizirati. Ovo je bolji način od tvrdog cementiranja.

Toplinska obrada se provodi kako bi se smanjila zrnatost jezgre i cementiranog sloja, a time i poboljšala mehanička svojstva. Temperaturna obrada sastoji se od dvostrukog stvrdnjavanja i niskog temperiranja na temperaturi od 160-180 ºS.
nitracija
Pretpostavlja se zasićenost površinskih slojeva dijelova izrađenih od legiranih čelika s dušikovim atomima difuzijom. Kao rezultat, dušik reagira s legirajućim elementima (molibden, krom, aluminij) s formiranjem čvrstih i stabilnih spojeva - nitrida.
Prednost je niža temperatura obrade u odnosu na proces cementiranja - 500-600 ºS. Osim toga, nitrirani sloj ima veća mehanička svojstva i otpornost na koroziju (ta svojstva se održavaju na temperaturama do 500 ºS). Karakteristike cementiranog sloja su stabilne na temperaturama do 220 ºS.
cyanidation
Ovaj proces je jednokratno punjenje površine čelika atomima dušika i ugljika. Tehnologija uključuje korištenje tekuće i plinske faze. Cijanid također može biti niske i visoke temperature.
Kada se tekućina koristi posebne kupke ispunjene cijanidom i neutralne soli. Nakon zasićenja površine dušikom, proces se zapravo pretvara u cementaciju. Na cijanidaciji na niskim temperaturama, dijelovi se dalje podvrgavaju dodatnoj toplinskoj obradi.
Cementiranje plina odvija se u mediju koji sadrži plinove za nitriranje i cementiranje. Ovom metodom cijanizacije dubina obrađenih slojeva iznosi 1,8 mm.