Argon za zavarivanje. Njegove vrste i primjena
Argonsko zavarivanje je najpogodnije za popravak raznih dijelova od nehrđajućeg čelika i aluminija. To je vrlo kompliciran proces koji samo visoko kvalificirani stručnjaci mogu rukovati visokokvalitetnom opremom. Uzmi barem aluminij. Kemijska svojstva ovog metala su takva da lako dolaze u dodir s kisikom koji se nalazi u zraku. S tim u vezi, na njemu se formira oksidni film, što znatno otežava uporabu uobičajenog zavarivanja. A argon se odnosi na inertne plinove koji ne djeluju s metalima. Zahvaljujući tome, u procesu zavarivanja oko zavarenog područja nastaje vrlo siromašno kisikovo okruženje. Stoga, zavarivanje argonom u vještim rukama osigurava stvaranje šavova visoke čistoće.
Svojstva argona
A sada pogledajmo detaljnije svojstva ovog monatomskog inertnog plina. Argon je teži od zraka, bezbojan i bez mirisa. Usput, oni ga dobiti iz zraka, u kojem je sadržana u malom iznosu - 0,935%. Kao zaštitni plin, koristi se ne samo za zavarivanje nehrđajućeg čelika i aluminija, već i za legirani čelik, titan, aktivne i rijetke metale. Štoviše, ova se tvar ne koristi uvijek samo u čistom obliku. Primjerice, ako se vrši argonsko zavarivanje metala male debljine, tada se koristi mješavina u kojoj se uz ovaj plin nalazi još 10% vodika. Time je omogućeno povećanje brzine rada uz smanjenje broja preostalih deformacija. A uz pomoć 10-12% dušika koji se dodaje ovom plinu, dobiva se zavara otporna na koroziju. Legirani čelik kuha se s mješavinom argona i kisika. I kombinacija argona s ugljični dioksid za zavarivanje niskougljičnih i niskolegiranih čelika. To rezultira jačim šavom zavarivanja nego tijekom rada s čistim ugljičnim dioksidom. I taj šav nema pore, kao što se događa pri zavarivanju u čistom argonu.
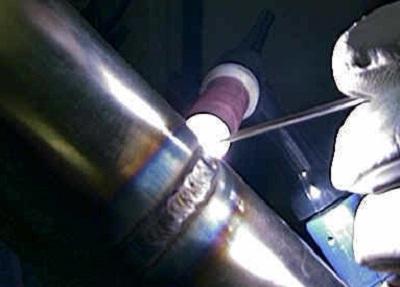
 Zavarivanje argona od nehrđajućeg čelika
Zavarivanje argona od nehrđajućeg čelika
Nehrđajući čelik koristi se u gotovo cijelom nacionalnom gospodarstvu. čelik. Jeste izdržljiv i praktičan materijal. Proizvodi od toga izrađeni su mehaničkom obradom, štancanjem i zavarivanjem. A proces zavarivanja takvih čelika je vrlo dugotrajan i naporan. I provodi se samo u zaštitnom plinskom okruženju, tj. Koristi se zavarivanje argonom. Elektroda se koristi volfram i služi istosmjerna struja Sam postupak zavarivanja je glatka. Sadni materijal se dovodi neprekidno. Čak i nakon završetka zavarivanja, dovod argona ne prestaje dok temperatura metala ne padne na 400 stupnjeva.
Vrste argonskog zavarivanja
Postoji nekoliko vrsta zavarivanja za koje se koristi ovaj plin. Na primjer, tip plazme, u kojoj se argon koristi kao tvar koja stvara plazmu. Ova vrsta zavarivanja koristi se tamo gdje je potreban vrlo kvalitetan zavar bez sagorijevanja i deformacija.  Također, s plazma tipom, spoj se može izvesti u ravnini s osnovnim metalom. Ova metoda se koristi u proizvodnji mikrodetala, vodiča, proteza. U elektrolučnom zavarivanju kao zaštitni medij koristi se argon. Ova metoda se koristi za spojeve aluminija, titana, aktivnih i rijetkih metala, kao i od lijevanog željeza. i zavarivanje od lijevanog željeza argon se proizvodi vatrostalno volframova elektroda i obojenih metala kuhati topi svoje poglede. Druga metoda je laser. Ovdje se argon koristi kao zaštitni plin i plin koji suzbija plazmu. Ova se tehnologija koristi u industriji u proizvodnji elektroničkih uređaja, koji povezuju kritične komponente, koje se sastoje od dijelova različite debljine, i za zavarivanje teško dostupnih mjesta.
Također, s plazma tipom, spoj se može izvesti u ravnini s osnovnim metalom. Ova metoda se koristi u proizvodnji mikrodetala, vodiča, proteza. U elektrolučnom zavarivanju kao zaštitni medij koristi se argon. Ova metoda se koristi za spojeve aluminija, titana, aktivnih i rijetkih metala, kao i od lijevanog željeza. i zavarivanje od lijevanog željeza argon se proizvodi vatrostalno volframova elektroda i obojenih metala kuhati topi svoje poglede. Druga metoda je laser. Ovdje se argon koristi kao zaštitni plin i plin koji suzbija plazmu. Ova se tehnologija koristi u industriji u proizvodnji elektroničkih uređaja, koji povezuju kritične komponente, koje se sastoje od dijelova različite debljine, i za zavarivanje teško dostupnih mjesta.