Ručno elektrolučno zavarivanje: tehnologija, GOST
Pri izradi metalnih konstrukcija široko se primjenjuje ručno elektrolučno zavarivanje. 
To je proces stvaranja stalnog spoja topljenjem metala. električni luk.
Bit procesa zavarivanja
Zavarivanje se sastoji u stvaranju luka između obložene zaštitne elektrode i zavarene kupke. Paljenje se vrši brzo dodirom i vođenjem male udaljenosti od površine metalne šipke. Iz topline luk koji se pojavljuje, topi se i oblikuje zavareni šav. Zajedno s elektrodom, njegov se sloj topi, tvoreći zaštitu od plina i troske, koja štiti metal od oksidacije. Nakon svake faze zavarivanja, premaz šljake se uklanja s površine šava.
Ograničena duljina elektrode uzrokuje prekid postupka zavarivanja, jer se stalno mora zamijeniti novim. Prekidi u radu uzrokuju greške u zavarivanju.
Proizvođač elektroda ukazuje na preporučena ograničenja za veličinu potrebne struje, ovisno o svojstvima premaza, debljini šipke i položaju zavarivanja.
Kada se jezgra zagrije, premaz se također topi, stvarajući struju plina usmjerenu prema vali za zavarivanje. Kao rezultat, kapljice rastaljenog metala se prenose na njega. Kretanje plina je toliko intenzivno da pomiče metal od dna prema gore kada se zavaruje u položaju iznad glave.
Tip i debljina zavarenih dijelova
Ručno elektrolučno zavarivanje primjenjivo je za nelegirani i legirani čelik debljine do 50 mm u proizvodnji pojedinačnih ili malih proizvoda. Tanki metali (manje od 1,5 mm) brzo se rastapaju i "kolabiraju" dok se ne pojavi vara za zavarivanje. Potrebni su mu posebni alati.
Čvrstoća spoja za zavarivanje metala opada s povećanjem sadržaja ugljika.
Povoljno je koristiti ručno zavarivanje za proizvode debljine 3-20 mm. Iznimke su pojedinačni slojevi složene konfiguracije.
Karakteristike elektroda
Za elektrode su odabrani posebni materijali šipke i sloj za oblaganje koji sadrži šljaku, stabilizatore i druge tvari. 
Zadaci pokrivenosti su sljedeći.
- Proizvodnja šljake, koja obuhvaća vara i kapljice rastopljenog metala, štiti ih od oksidacije zraka kisikom i utjecaja vodene pare.
- Formiranje zaštitnog plina nastalo tijekom izgaranja organske komponente prevlake.
- Izvesti deoksidaciju metala šava. Osim toga, u premaz može biti legiranje aditiva, prelazeći iz šljake u metalne kapljice.
Elektrode za ručno elektrolučno zavarivanje određene su vrste, koje odgovaraju navedenim mehaničkim karakteristikama metala šava. Slovo E s brojem u oznaci njegove vrste ukazuje na veličinu privremenog otpora (kg / mm 2 ). Prisutnost slova A karakterizira visoka plastičnost i žilavost.
Položaj zavarivanja u prostoru
Zavarivanje je dopušteno u svim položajima, ali je najpogodnije niže, što ne zahtijeva visoku kvalifikaciju izvođača. Ovdje se mogu koristiti elektrode velikog promjera, a struja može biti visoka, što omogućuje da se proces učini produktivnijim. U stropu i vertikalnom položaju šava, metalne kapi drže samo površinska napetost. Smanjuje se veličina vare za zavarivanje i zahtijeva manji promjer elektrode.
Uvjeti rada za zavarivač
Proces električnog zavarivanja može se izvoditi u različitim uvjetima: u zatvorenom prostoru, na otvorenom, na objektima, cjevovodima i drugim objektima. Ne zahtijeva dovod vode, plina i upotrijebljenih materijala, već su potrebne samo elektrode. Za rad je potreban izvor napajanja. Kabeli se mogu ukloniti s njega na duge udaljenosti. Istodobno se povećavaju gubici energije za njihovo grijanje. U udaljenim mjestima mogu se koristiti električni generatori pogonjeni benzinskim ili dizelskim motorima.
Snijeg, kiša i vjetar su smetnje, a od njih se zahtijeva zaštita radnog područja.
Vrsta struje zavarivanja
Ručno elektrolučno zavarivanje provodi se na naizmjeničnom ili istosmjerna struja. Za to se koriste posebne elektrode, ali one mogu biti univerzalne, dizajnirane za oba tipa struje.
Izravna struja omogućuje vam stvaranje stabilnijeg luka, te je prikladnije raditi s njim. Rastaljeni metal ima najbolji učinak vlaženja, a šav čini uniformu. Stoga je ova metoda potrebna za zavarivanje sitnih komada ili tankih limova.
Nedostaci zavarenih spojeva
Za kvalitetu spojeva u metalu nameću se tehnički zahtjevi i utvrđuju standardi. Ako postoje odstupanja od njih koja dovode do smanjenja učinkovitosti konstrukcija i pouzdanosti, pojavljuju se defekti. Iz razloga nastanka podijeljeni su u dvije skupine. Prvi je nedostatak koji nastaje u kristalizaciji metala, kao i njegovo hlađenje: pukotine, pore, inkluzije šljake, pogoršanje svojstava metala na šavovima i blizu njih. U drugu skupinu spadaju nedostaci povezani s nepravilnom pripremom i narušavanjem načina zavarivanja: podrezivanjem, nedostatkom prodiranja, priljevima, opeklinama, kraterima, odstupanjima šavova od izračunatih dimenzija.
Ručno elektrolučno zavarivanje: zavareni spojevi
Da bi se stvorila pouzdana veza kada debljina metala nije manja od 7 mm, potrebno je pripremiti rubove slijepe probe. Uz njihovu pomoć, osigurana je potpuna penetracija u praznine. 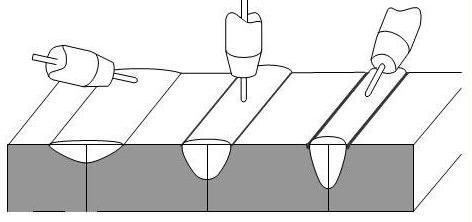
Na tankom metalu izrađuje se 1 ili 2 zavara, a kod velikih debljina najprije se provodi korijen, a zatim se šupljina puni valjcima za zavarivanje.
GOST "Ručno elektrolučno zavarivanje" (5264-80) regulira način rezanja rubova dijelova, ovisno o tome koji je tip veze odabran. U obliku, postoje V, K, X-u obliku rubova. Šav se može izvesti s jedne ili dvije strane. 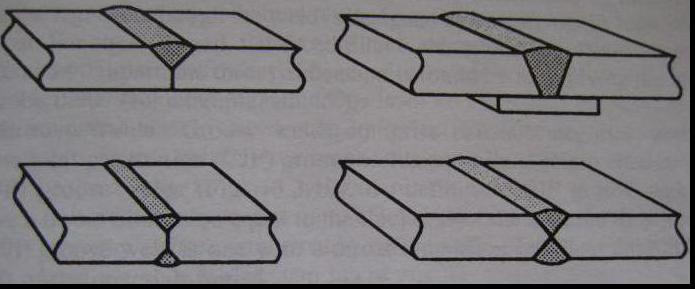
Rub se može odrezati dlijetom, ali se kvaliteta postiže na najnižoj razini. Glatke i čiste, dobivaju se na posebnim strojevima za glodanje ili glodanje. Ako to nije moguće, koristite rezanje kisikom.
Posebna pozornost posvećuje se čišćenju rubova od hrđe, kamenca i drugih zagađivača. To se radi pomoću čelične četke. Da bi se olakšalo korištenje predgrijaćih područja plamena plinskog plamenika.
Vrste zavarenih spojeva određuju se međusobnim rasporedom dijelova i mogu biti:
- spojnica
- krug;
- T-bar;
- kutni.
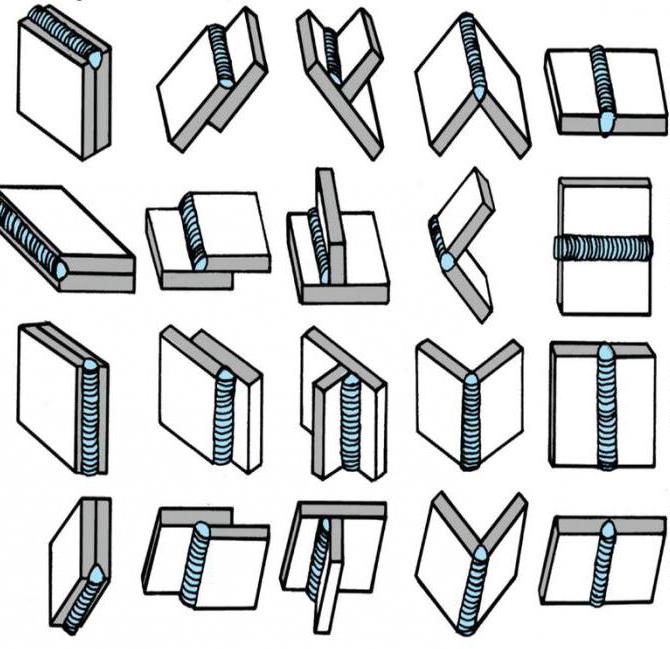
GOST "Ručno elektrolučno zavarivanje. Zavarivanje spojeva" (5264-80) razlikuje vrste zavara po položaju u prostoru.
- Donja - najlakši i najpouzdaniji. Detalji se nalaze ispod elektrode. Važno je da se proizvod ne istopi.
- Horizontalno - dio se nalazi pod kutom od 0 do 60 °, a zavarivanje se izvodi u horizontalnom smjeru.
- "U čamcu" - ugradnja dijela nagnutog i zavarivanja u kutu.
- Vertikalno - šav je napravljen prema gore. Rad je kompliciran zbog otjecanja metala.
- Strop - šav se nalazi na vrhu. Zavarivanje se izvodi kratkim impulsima pri maloj struji.
Šavovi na gotovim proizvodima provjeravaju se u skladu sa zahtjevima GOST-a. Ručno elektrolučno zavarivanje ne smije dovesti do stvaranja defekata, a geometrijske i mehaničke karakteristike spojeva moraju se održavati unutar navedenih granica.
Oprema za zavarivanje
Oprema za ručno elektrolučno zavarivanje je prvenstveno poseban uređaj, koji može biti:
- transformator;
- transformator s ispravljačem;
- pretvarača.

Posebnu popularnost dobili su zavarivački invertori. Funkcije prisiljavanja luka i anti-ljepljenja omogućuju vam stvaranje relativno kvalitetnih šavova čak i za početnike. Visoki troškovi ne zaustavljaju kupce, zbog visokih tehničkih karakteristika i veće pouzdanosti.
Na tržištu možete kupiti profesionalne uređaje visokih performansi i za kućnu upotrebu, kada nema potrebe za kontinuiranim radom.
Ručna tehnologija zavarivanja
Za ručno zavarivanje, prvo se pali dodirivanjem ili udaranjem. Potom se elektroda povlači na malu udaljenost tako da luk stalno gori. Tehnologija ručnog elektrolučnog zavarivanja sastoji se u pomicanju štapa u tri ravnine:
- prilaz i uklanjanje elektrode s površine obradka s oscilacijskim pokretima;
- pomicanje u smjeru oblikovanja šava;
- formiranjem metalnog valjka pomicanjem elektrode preko osi varenja.
Ručno elektrolučno zavarivanje
Za cijevi se koriste konvencionalni spojevi i spojevi. Oni moraju biti u skladu s GOST-om "Ručno elektrolučno zavarivanje. Zavareni spojevi" (5264-80). Spojevi cijevi podliježu posebnim zahtjevima, tako da su hermetički zatvoreni i podnose propisani tlak crpljenog medija.  Stoga pokušavaju zavariti cijevi u donjem položaju, a proizvod se povremeno okreće. Njihova priprema je stvoriti okomite krajeve s tuposti od -2,5 mm i kosim rubovima pod kutom od 60-70 °.
Stoga pokušavaju zavariti cijevi u donjem položaju, a proizvod se povremeno okreće. Njihova priprema je stvoriti okomite krajeve s tuposti od -2,5 mm i kosim rubovima pod kutom od 60-70 °.
Zavarivanje se provodi uglavnom na stražnjem spoju, te se u tu svrhu prvo lijepe na 4 mjesta cijevi. Ako promjer prelazi 300 mm, razmak između dijelova za zavarivanje je oko 200 mm. Duljina lijepljenja je oko 50 mm. Nakon zavarivanja cijevi po cijelom opsegu.
zaključak
priručnik elektrolučno zavarivanje proizvedene za spajanje dijelova u manjoj i pojedinačnoj proizvodnji. Da bi se dobile kvalitetne veze, potrebno je imati prikladne aparate i elektrode, kao i vještine za pripremu dijelova i izvođenje zavarivanja.